本篇目录:
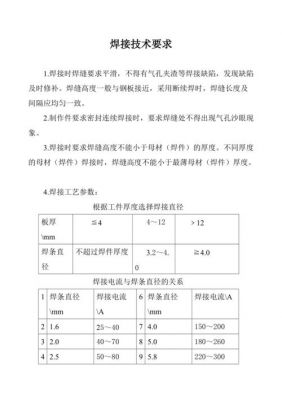
电子器件的焊接技术要求是什么?
由于bga取下后它的焊球就被破坏了,不能直接再焊在基板上,必须重新置球,如何对焊球进行再生的技术难题就摆在我们工艺技术人员的面前。
(7)指示灯、红外发射管、晶振及其它敏感器件的焊接 插装时注意正负极性和焊接高度,并且注意焊接时间及焊接温度。
-图1")
学员需要学习和掌握焊接技术,包括正确使用焊台、焊锡、焊接丝等工具和材料。任务要求可能包括能够进行焊接连接、修复焊接错误和焊接质量检查等。焊接实践 学员需要进行实际的焊接实践,根据给定的任务要求进行焊接连接。
焊接时要使焊点周围都有锡将其牢牢焊住,防止虚焊。 在焊接圆形的极性电容器时,一般电容值都是比较大的, 其电容器的引脚是分长短的以长脚对应“+”号所在的孔。
焊接不同的材料要选用不同的焊剂,即使是同种材料,当采用焊接工艺不同时也往往要用不同的焊剂,例如手工烙铁焊接和浸焊,焊后清洗与不清洗就需采用不同的焊剂。对手工锡焊而言,采用松香和活性松香能满足大部分电子产品装配要求。
-图2")
电路板焊接基本要求|电路板如何焊接
在科研开发、设计试制、技术革新的过程中制作两块电路板,不可能也没有必要采用自动设备,经常需要进行手工装焊。
先低后高,先贴片后插装,这样焊接起来会更方便。若先把高的元件焊接了,就有可能妨碍其他元件的焊接,尤其是高大的元件密集众多的时候。若先焊插装的元件,电路板就会在焊台上放不平,从而影响焊接心情。
电路板焊接方法与技巧如下:坐姿端正,左手拿焊锡丝,右手握(抓)烙铁,眼睛离焊点30cm左右、50W以下的烙铁采用持笔式握姿,50W以上的烙铁采用抓式握姿;烙铁头尖端和线路板的夹角一般35°-55°角之间。
-图3")
. 准备施焊:准备好焊锡丝和烙铁。此时特别强调的施烙铁头部要保持干净,即可以沾上焊锡(俗称吃锡)。
)需要准备一台贴片机、焊锡丝、元器件、PCB板等材料。2)将元器件放在贴片机的进料口,观察设备读取的封装类型和引脚位置是否正确。
国家焊接标准最新规范
x射线探伤应符合现行国家标准《钢熔化焊对接接头射线照相及质量分级》(GB 3323),射线照相质量等级应符合AB类要求。
焊接国家标准有:焊接质量 GB6416-1986:影响钢熔化焊接头质量的技术因素:本标准适用于压力容器、钢结构、起重机提升设备、船舶、工程机械、运输设备等的刚融化焊接头。所列举的技术因素作为审查项目来使用。
电焊二国标是指中国国家标准《钢制焊接构件》(GB/T 12463-2005)中规定的电焊连接的二级质量要求标准,也称为焊接二级标准。
评定施焊单位是否有能力焊出符合相关国家或行业标准、技术规范所要求的焊接接头。验证施焊单位所拟订的焊接工艺指导书是否正确。为制定正式的焊接工艺指导书或焊接工艺卡提供可靠的技术依据。考核焊工能力。
钢结构焊接规范:为在钢结构焊接中贯彻执行国家的技术经济政策,做到技术先进、经济合理、安全适用、确保质量,制定本规范。
焊接有哪些国家标准呢?
1、焊缝内部缺陷:不得有严重的气孔、夹渣、未熔合、烧穿等缺陷,允许少量的微小气孔和夹渣。 焊缝强度:焊缝的拉伸强度、屈服强度和冲击韧性等指标应符合规定的要求。
2、级焊缝应抽样,抽样比例不低于20%,合格等级为现行国家标准《钢焊缝手工超声波探伤方法和质量分级方法》(GB 11345)中的B级检验三级或三级以上; 全熔透的三级焊缝不需要无损检测。
3、焊接钢管国家标准有:焊接钢管:执行国家gb/t13793-2001标准热镀锌管:执行国家gb/t3091-2001标准产品钢管国标于水、污水、燃气、空气、采暖蒸气等低压流体输送和结构用的直缝焊接钢管。
4、以下为钢板焊接坡口标准:工序内容:用半自动或手工切割后清理挂渣、氧化铁,然后用磨光机或者砂轮机将切割处磨平,顺便将切割处两侧打磨至露出金属光泽,具备装配和焊接条件。
5、那么接下来,小编就来和大家一起了解一下焊接钢管的国家标准。概念 焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。
6、钢结构焊接规范:为在钢结构焊接中贯彻执行国家的技术经济政策,做到技术先进、经济合理、安全适用、确保质量,制定本规范。
焊点合格的标准?
1、焊点表面应该光滑清洁,焊点表面应该有良好光泽,不应有毛刺,空隙,无污垢,尤其是焊剂的有还残留物质,要选择合适的焊料和焊剂。焊料是用于填加到焊缝,堆焊层和钎缝中的金属合金材料的总称。
2、.贴片元件位置的歪斜或偏移的允收标准是:不超过其元件或焊盘宽度(其中较小者)的1/2,且不可违反最小电气间隙。2.末端焊点宽度最小为元件可焊端宽度的50%或焊盘宽度的50%,其中较小者。
3、总的来说,合格的焊点应该具有良好的外观和压痕,以及均匀致密的组织结构,以确保焊接接头具备足够的强度、耐腐蚀性和可靠性。
4、焊点有足够的机械强度:一般可采用把被焊元器件的引线端子打弯后再焊接的方法。 焊接可靠,保证导电性能。
5、焊缝检测标准 是否有漏焊,即应该焊接的焊点没有焊上。焊点的光泽好不好。焊点的焊料足不足。焊点的周围是否有残留的焊剂。有没有连焊、焊盘有滑脱落。焊点有没有裂纹。
6、在铁条或者螺丝刀的尾部施加压力,在金属板之间形成5到5毫米的间隙,此时焊点正常,则说明是正常的焊点,焊接效果良好。破坏试验:进行破坏试验,如撬和扭等,通过观察焊点的牢固程度来判断焊机的合格性。
到此,以上就是小编对于焊接元器件的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏