本篇目录:
钢筋套筒冷挤压连接施工技术
1、滚轧直螺纹钢筋连接接头施工执行标准 本项目滚轧直螺纹钢筋连接接头施工执行标准为: 《钢筋机械连 接技术规程》 (JGJ 107—2010)《滚轧直螺纹钢筋连接接头》 、 (JG 163 —2004) 。
2、定位标记与钢筋端头的距离应为套筒长度的一半,检查标记与定位标记的距离宜为20mm;4)检查挤压设备情况,应进行试压,符合要求后方可作业。
-图1")
3、冷挤压工艺流程:钢筋冷挤压连接前检查挤压设备运转是否正常,并对挤压力进行标定,符合要求后方准作业。按连接钢筋规格选配钢套筒和模具型号。
4、利用搭接焊进行钢筋连接,其最主要的是对钢筋的预弯和安装,要确保两连接钢筋轴线相重合,工艺与帮条焊相同,由于要确保两连接钢筋轴线相重合,所以在一般框架柱钢筋连接时不宜采用。
5、带肋钢筋套筒冷挤压连接,是将两根待接钢筋插入一个专用套筒内,用带有半月形内模的侧压式钢筋机,沿径向挤压钢筋套筒,使之产生塑性变形,经挤压变形后的钢筋套筒与钢筋纵横肋产生机械咬合而成为整体。
-图2")
导线的接头和连接有哪些要求
接头的技术要求为:接触紧密,不得增加电阻;接头处的绝缘强度,不应低于导线原有的绝缘强度;接头处的机械强度,不应小于导线原有机械强度的80%。
对导线连接的基本要求是:连接牢固可靠 接头电阻小 机械强度高 耐腐蚀耐氧化 电气绝缘性能好 导线连接是电工作业的一项基本工序,也是一项十分重要的工序。
(3)档距内不应有引线连接。(4)导线在档距内的接头,其机械强度不应小于导线瞬时破坏应力的9U%,其电阻值不应大于等长导线的电阻值。
-图3")
【答案】:A 导线连接的基本要求包括:连接可靠,接头电阻小,稳定性好,接头电阻不应大于相同长度导线的电阻,导线接头的机械强度不应小于导线机械强度的80%,导线耐腐蚀,绝缘性能好。
导线接头或线鼻子互相连接时,中间严禁加装非铜制或导电性能不好的垫片。导线接头连接时,要求接触面光滑且无氧化现象,接线鼻子或铜排相接时,可在接触表面清理干净后涂抹导电膏,然后再进行紧固。
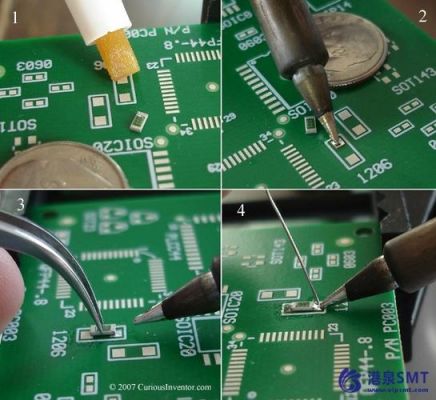
冷压接头接法、识别标准、使用规范
1、此时导线压痕距离导线端头的长度即为该冷压端子端线长度。采用笼式端子接线时,应保证导线绝缘层要进入端子的圆孔中:4mm2及以下导线的绝缘外皮要求进去3-5mm,6-10mm2导线的绝缘外皮要求进去5-7mm.使用卷尺目测。
2、采用相关产品的标记系统来确定和识别设备接线端子或特定导线线端的实际或相对位置。2 采用相关产品的标记系统来确定和识别设备接线端子和特定导线线端的颜色标记。3 采用GB5465中规定的图形符号。
3、导线与电气元件间采用螺栓连接、插接、焊接或压接等,均应牢固可靠。凡是多股软线的连接头,一律用冷压接头压接。螺丝连接时,弯线方向应与螺丝前进的方向一致。
4、绘制电气安装接线图时,各电器元件均按其在安装底板中的实际位置绘出。元件所占图面按实际尺寸以统一比例会址。
到此,以上就是小编对于压接标准工艺的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏