本篇目录:
推进标准化作业的五种方法
1、我们从五个步骤开始:你有我们的操作标准吗?俗话说:无规矩不成方圆。没有标准,就像没有刻度的尺子,无法衡量对错。我们的操作标准,对吗?停留在错误的或过时的标准上,无异于为剑雕舟,适得其反。
2、标准作业法(Standard Work)是一种管理方法,旨在通过建立明确的工作流程和操作标准,优化生产过程并实现持续改善。该方法主要包括以下几个步骤:设定改善目标、制定作业标准化、巩固标准化。
-图1")
3、标准作业的方法要显示在很显眼的位置:将标准操作流程和规范张贴在显眼的地方,例如工作区域周围的墙壁或公告板上,以便员工随时查看。接受别人的质疑:鼓励员工对标准化作业提出质疑和建议,以便发现问题并进行改进。
精益生产:如何制定检验工时
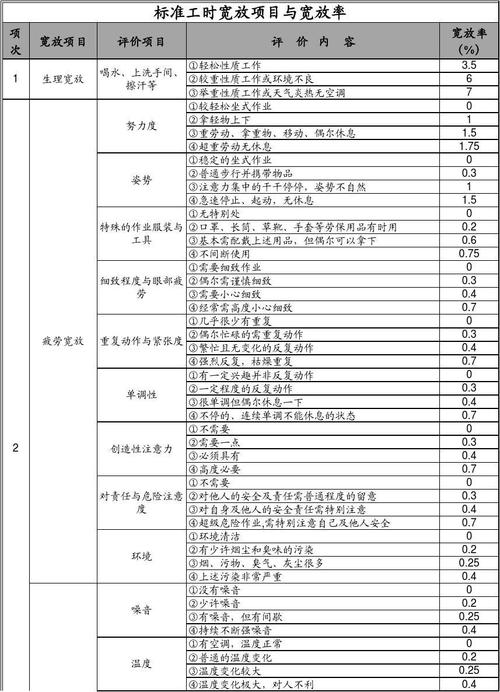
1、工时的测量方法包括:秒表法,工作抽样法,自行记录,比较/估计,标准数据法,预定时间系统(如MTM),视频分析法。
2、标准工时测量很简单,传统法就是下工厂,秒表+纸张或者Excel,现在搞精益生产就是录视频,软件分析,现在国内有一款人工智能分析软件还不错,就是vioovi,亲测精准度很nice。
-图2")
3、:建立示范生产线并确定管理模型 实施精益生产方法三到六个月后,当5S取得初步成果时,应选择一条生产线作为示范,以促进持续改进。
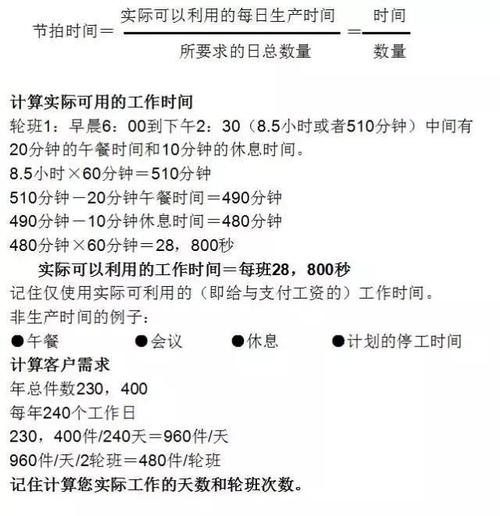
4、确定了当期节拍,就等于确定了生产的起点。确定各工站的周期时间及总周期时间 确认了各工站的作业内容和作业顺序后,各工站的周期时间也就基本固定了。在这一步需要先确认每个工站的周期时间。
5、做试点 当成立了小组以后,需要先根据情况进行试点,试点只需要小范围进行,一般三个月到六个月左右就可以看到一些成效,根据成效和过程当中出现的问题来做合理调整,让精益生产管理能更适合企业的需求。
-图3")
6、精益是面向客户拉动柔性生产的过程,标准工时则是客户节拍,计划节拍,实际节拍的衔接的源头,没有岗位的标准工时,产品标准工时,产线CT时间,企业则只能停留在经验大锅饭阶段。
钣金行业的焊接标准工时是怎样制订的?
1、生产计划都是根据订单的量、交货期及实际生产能力来制定的。正常情况下,计划量都是实际产能的105%就差不多了,能完成计划量的98%就是可以的了。
2、用计算法:准备时间+审图时间+焊接速度计算得来的时间+生理需要时间+休息需要时间+收拾工具+报检时间+台帐记录时间。
3、所有原材料不得低于国家标准的要求,否则不得下料制作。要求焊接型钢不直度不超过2/1000,总弯曲度不大于总长度的0.3%。钣金件焊接前,必须对钢板、型钢进行除锈或抛喷丸处理。
4、制订工艺规程的步骤 1)计算年生产纲领,确定生产类型。2)分析零件图及产品装配图,对零件进行工艺分析。3)选择毛坯。4)拟订工艺路线。5)确定各工序的加工余量,计算工序尺寸及公差。
5、工时费=工时定额×工时单价 工时定额不止是汽车维修时间,还包括业务接洽、生产计划、调度,场地、工具配件的准备时间,还有车辆维修前检测诊断时间、试验和调试时间、场地清理时间,4S店是按照官方标准进行收费的。
标准工时怎么算出来?标准工时的计算公式是什么?
1、时间定额计算公式有:单位产品的时间定额(工日)=1/每工的产量。或单位产品的时间定额(工日)=班组成员工日数总和/班组完成产品数量总和。
2、实际产量下的标准工时公式:产能=单位工作时间/周期时间。将单位时间除以标准时间即得标准产能。如1小时(3600秒)/46秒=78,即14”腰盘1小时的标准产能是78个;如8小时/46秒=620,即14”腰盘8小时的标准产能是620个。
3、③实行综合计算工时制的,无论劳动者平时工作时间数为多少,只要在一个综合工时计算周期内的总工作时间数不超过以标准工时制计算的应当工作的总时间数,即不视为加班。
到此,以上就是小编对于标准工时制作过程的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏