本篇目录:
对矩型SMT元件.焊接合格标准是什么?
对矩形片状电容来说,采用外观较大的,如1206型,焊接时容易,但因焊接温度不匀,容易出现裂纹和其它热损伤;采用外观较小的,如0805型,虽焊接较困难,但不易出现裂纹和热损伤,可靠性较高。
孔径大小要求符合设计要求,合理美观。SMT贴片加工基本工艺包括有丝印(点胶)、贴装(固化)、回流焊接、清洗、检测等,加工过程复杂繁琐,为保证产品质量合格,就需要按要求进行检验。
-图1")
SMT贴片元器件的尺寸精度应与表面组装技术和表面组装结构的尺寸精度相匹配,以便能够互换。形状标准。便于定位,适合于自动化组装。机械强度满足组装技术的工艺要求和组装结构的性能要求。
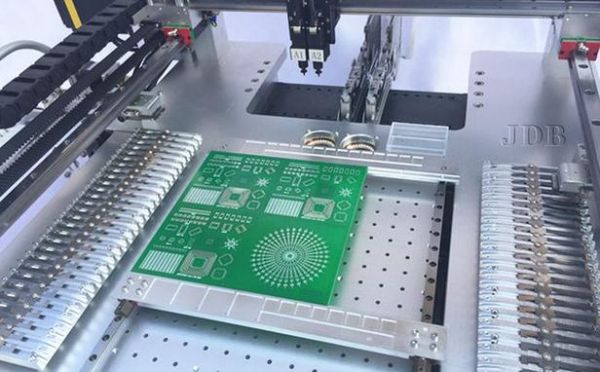
焊接可靠,保证导电性能。焊点表面整齐、美观:焊点的外观应光滑、清洁、均匀、对称、整齐、美观、充满整个焊盘并与焊盘大小比例合适。满足上述三个条件的焊点,才算是合格的焊点。
还有一种以焊接位置的1/2来算 4. 焊接零件外观检验规范:序号 检验项目 检验标准 不良图示 1 缺件 FPC上应焊接零件焊盘处不能有未焊接零件或零件脱落不良现象。
-图2")
SMT贴片元件如何手工焊接?
首先来张全部焊接一个点的PCB图 焊接贴片的必须工具。准备焊接的DD 先用烙铁加热焊点。夹个贴片马上过去。等贴片固定后焊接另外一边。
所需的工具和材料焊接工具需要有25W的铜头小烙铁,有条件的可使用温度可调和带ESD保护的焊台,注意烙铁尖要细,顶部的宽度不能大于1mm。一把尖头镊子可以用来移动和固定芯片以及检查电路。
)用电烙铁在已经镀锡的焊点上加热,直到焊锡熔化并将贴片元器件的一个端点焊接上为止,而后撤走电烙铁。注意撤走电烙铁后不能移动镊子,也不能碰触贴片元器件,直到焊锡凝固为止,否则可能会导致元器件错位,焊点不合格。
-图3")
在进行接插件焊接时,要将接头的尾部串线,然后剥线,大概8-10毫米左右的长度,切忌要保证护线没有损坏,否则需要继续剥线。
即先在板上对其的一个焊盘上锡。然后左手拿镊子夹持元件放到安装位置并轻抵住电路板,右手拿烙铁靠近已镀锡焊盘熔化焊锡将该引脚焊好。焊好一个焊盘后元件已不会移动,此时镊子可以松开。
少件:先根据BOM或样板找到正确规格之元件,用烙铁头给焊盘上适量的锡,再用镊子夹住 零件放于相应位置,同时用烙铁头进行焊接(注意 极性元件的方向)。
smt工艺对贴片胶的基本要求?
锡膏印刷:采用小型半自动印刷机印刷,也可手动印刷,但是手动印刷质量比比自动印刷要差。2。SMT加工中贴装:一般可采用手工贴装,位置精度高一些的个别元件也可采用手动贴片机贴装。3。
贴片胶的使用:中使用贴片胶时应注意胶的型号,黏度,根据当前产品的要求,并在室温下恢复1小时左右(大包装应有4小时左右)方可停机使用,使用时注意跟踪首件产品,实际观察新换上的贴片胶各方面的性能。
SMT用贴片胶注意事项:不宜在纯氧和/或富氧中使用,不能用做氯气或其它强氧化性物质的密封材料。点胶工艺使用指南: 冷藏贮存的产品必须在恢复到室温之后方可使用(一般约需要 2-4 小时)。
相连强度:SMT贴片胶必需齐全较强的相连强度,贴片胶应具有的特性。在被软化后,既使在焊料熔化的温度也不剥离。红胶工艺。
到此,以上就是小编对于0201贴片焊接的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏