本篇目录:
bga锡球推拉力测试的影响因素
1、一般来说,BGA锡球的推拉力标准应该符合IPC标准,其中IPC-7095C规定了BGA焊接的标准。
2、高速剪切测试可能会导致界面断裂的发生率高于低速剪切试验,并可能是更有效的评估方法对断裂强度的影响。焊剪切强度通常随剪切速度增加,因此锡球剪切验收标准可能有所不同,根据剪切速度而定。
-图1")
3、含铅不含铅,主要影响2大方面:是不是Green product;焊接制程中的温度曲线设定不同。
电路板焊接元器件质量检验标准是什么
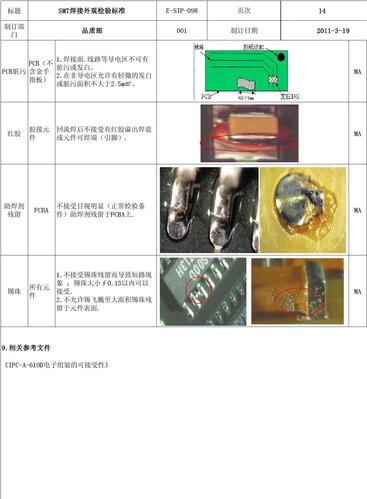
1、外观检查:采用5倍放大镜对焊缝表面进行外观检查,不得有裂纹、气孔、夹渣、未焊透,未焊满等缺陷;不锈钢及低温钢不允许有咬边,碳钢及低合金钢类焊缝咬边尺寸应符合标准要求,错边量应记录。
2、电路板检验标准 1.范围适用于移动手机HDI电路板的来料检验。2.抽样方案按GB2821-2003,一般检查水平II级进行检验。3.检验依据原材料技术规格书、检验样品。4.合格质量水平按AQL值:A类=0.01,B类=0.65,C类=5。
-图2")
3、焊缝外观技术质量标准。焊缝鱼鳞焊波光滑美观,焊缝高低、宽窄一致。焊缝金属向母材金属应圆滑过渡。焊缝不允许存在咬边、焊瘤、弧坑、表面气孔、表面裂纹等缺陷。焊缝内部技术质量标准。
4、焊接质量标准:焊接质量 GB6416-1986 影响焊接接头质量的技术因素:本标准适用于压力容器、钢结构、起重机械起重设备、船舶、工程机械、运输设备等。但是对于特定的产品,没有必要考虑所有的技术因素。
5、物理检查:对PCBA外观进行检查,包括焊接质量、组件安装位置、防护措施等。确保PCBA的组装质量和外观符合预期要求。 电气测试:通过对特定电路、元件或接口进行电气测试,验证PCBA的电气性能是否满足规格要求。
-图3")
6、焊条质量检验应首先检查其外表质量,然后核实其化学成分、机械性能、焊接性能等是否符合国家标准或出厂的要求。 对焊条的化 学成分及机械性能进行检查时,首先用这种焊条焊成焊缝,然后对其焊缝进行化学成分和机械性能测定。
焊盘拉力ipc标准
1、IPC-7095C标准要求BGA焊点的推力应在10-30克之间,拉力应在1-10克之间,且推拉力应保持一定时间(一般为5秒钟)不变,以确保焊点连接的牢固性。
2、浸锡法:另一种常见的可焊性试验方法是使用浸锡。在这种方法中,将待测试的PCB样品浸入已熔化的焊料中(通常是焊锡波浪),然后通过视觉检查焊盘的润湿和覆盖程度来评估其可焊性。
3、焊盘直径和间距,IPC焊盘直径应大于元件引脚直径的5倍,焊盘间距应大于元件引脚直径的25倍,这可以确保焊盘能够完全覆盖元件引脚,并提供足够的间距以避免短路。
4、根据IPC规范同厚度铜箔抗撕拉力标准 1OZ铜箔标准8lb/inch,1OZ铜箔的厚度约为35um或者35mil。 0.5OZ标准6lb/inch 。
5、其中,IPC-A-610是最常用的电子组装标准,它包含了对PCBA的机械应力要求的规定。这些要求通常涉及焊接、元件安装和机械强度等方面,旨在确保PCBA的可靠性和耐久性。
6、直径应大于元件引脚直径的5倍。焊盘设计尺寸ipc标准是直径应大于元件引脚直径的5倍,焊盘间距应大于元件引脚直径的25倍。
贴片铜柱推力测试标准
推力有三种:0603大于0.8千克。0805大于0千克。1206大于5千克。使用推力计时要求推力计与被测试物料呈30度至45度斜角进行施力,匀速达到力度达到上面规定标准要求即可。
剪切速度标准:低速剪切 - 条件A 低速剪切试验通常是在速度从0.0001 - 0.0008米/秒范围内进行(100 - 800微米/秒)。
ASTM F1597-2011:这是美国材料和试验协会(ASTM)发布的标准,用于测量板状硬质材料修饰物的推力强度。它适用于评估玻璃贴片粘合到刚性基板上的强度。
锡膏焊接强度标准
1、有较长的工作寿命,在smt贴片加工印刷或滴涂后通常要求能在常温下放置12—24小时,其性能保持不变。具有较好的焊接强度,确保不会因振动等因素出现元器件脱落。
2、普通焊锡膏不行,得用特配的铝焊膏,我记得三样材料,好像是氢氧化铝,重酒石酸钠,还有一种,多年记不清了,配方在80-82年,无线电杂志上有。 如需要,过一段时间回家给你找一下。
3、温度控制 熔池温度,直接影响焊接质量,熔池温度高、熔池较大、铁水流动性好,易于熔合,但过高时,铁水易下淌,单面焊双面成形的背面易烧穿,形成焊瘤,成形也难控制,且接头塑性下降,弯曲易开裂。
4、对强度有要求的产品不适用,特别是连接插座需要插拔的产品,很容易脱落。低温锡膏一般多用于LED行业较多,其成分大多是二元合金,回流焊接峰值温度通常在170-190℃,主要用于散热器模组焊接、LED焊接、高频焊接等等。
5、熔点和合金都不一样。常规的高温锡膏熔点217°c,低温锡膏138°c;高温锡膏合金是锡银铜,低温锡膏合金是锡铋银。高温锡膏焊接强度和剪切力要优于低温锡膏。低温锡膏有脆性,焊点比较脆。
到此,以上就是小编对于焊点推力国际标准的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏