本篇目录:
- 1、散热焊盘气泡率多少
- 2、smt气泡标准
- 3、BGA焊点为什么会有气泡,是什么原因具体分析一下?跟锡膏是否有关系...
- 4、三防漆刷在线路板上,有点气泡,干了后,会不会有什么影响
- 5、ipc标准是什么
散热焊盘气泡率多少
小于25%。接地pad焊接气泡要求小于25%,散热焊盘气泡率是指焊盘表面或内部存在的气泡占焊盘总面积或总体积的比例。接地焊接需要满足焊接质量和检测要求。焊接完成后需要对焊缝进行检测和评估,确保焊接质量符合标准。
smt气泡标准是空洞不能大于25%。X射线在smt行业中已经广泛应用于检测BGA的气泡大小、空洞率、最大气泡尺寸。
-图1")
不是空洞率,应该叫孔洞率,即砌块的孔洞和槽的体积总和与按外的尺寸算出的体积之比的百分率。
在某些情况下,例如在沸腾或爆沸过程中,气泡的形成和生长可能会对液体产生显著的影响。气泡扰动增长率可以用数学模型进行描述,例如通过描述气泡的上升速度、气泡大小和液体密度等参数之间的关系。
smt气泡标准
1、小于25%。接地pad焊接气泡要求小于25%,散热焊盘气泡率是指焊盘表面或内部存在的气泡占焊盘总面积或总体积的比例。接地焊接需要满足焊接质量和检测要求。焊接完成后需要对焊缝进行检测和评估,确保焊接质量符合标准。
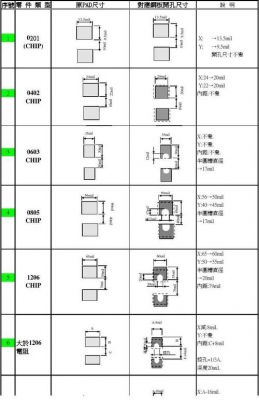
-图2")
2、气泡 焊接后之元器件的封装体不允许有起泡不良。 无 1 连焊 两相邻零件Pin脚间不可有因焊接所造成锡点搭桥短路现象。
3、如果产品正面就不可以有气泡,侧原允许为0.1毫米,底部不考虑。以上是一级市场标准。二级市场侧板允许0.2毫米,不多于两个。三级市场允许0.3毫米,不应多于3个。其它按客户要求。
4、BGA的焊接气泡,一般工厂的控制在20%以下,也有严格的工厂要求控制在10%以下。
-图3")
5、分别对PCB和CSP晶体进行烘烤,排除零件中的水分,如果OK,以后可以烘烤后再上线;控制好车间的湿度,锡膏超过30分钟不用理解收起。适当提高恒温区时间。
6、.1巴。根据查询农百科得知,滤芯气泡点标准的值为0.1巴,滤芯质量越好,气泡点标准越高,当滤芯质量达到一定水平时,气泡点标准可以达到0.2巴及以上。
BGA焊点为什么会有气泡,是什么原因具体分析一下?跟锡膏是否有关系...
1、形成原因 焊点合金的晶体结构不合理 PCB板的设计错误 印刷时,助焊膏的沉积量过少或过多 所使用的回流焊工艺不合理 焊球在制作过程中夹杂的空洞。
2、相比传统的手工焊接,BGA焊接技术要求更高的精密度和控制力。BGA焊锡膏具有粘度和流动性的控制优势,能够形成均匀的焊点和焊点高度,有效避免气泡、焊花和焊点不良等问题。
3、印刷问题。印刷后锡膏面是否一样高度(这个可能性比较小)热冲击导致BGA变形,如果不是同一个同一批次的供货,这个可能性比较大。方法:先进行烘干,最好降低预热区的温升斜率,延长恒温区的保温时间试试。
4、(7) 波高度过低,不利于排气;(8) 波峰焊通孔孔径与元件引脚间搭配不当会影响助焊剂的逸出行为;(9) 铅焊锡合金凝固时般存在有4%的体积收缩,如果后凝固区域位于焊点内部的话同样会产生空洞。
三防漆刷在线路板上,有点气泡,干了后,会不会有什么影响
1、防化学腐蚀:三防漆可以防止化学物质(例如溶剂、油、酸碱等)对电路板的侵蚀,提供化学防护。
2、假如三防漆带有有机溶剂是选用长链脂肪酸、醛类等微毒伤害,可是一样具备漫性影响:长期性触碰有神经衰弱综合征,女性有可能造成经期不正常,皮肤触碰常产生皮肤干、干裂、皮炎。
3、三防漆气泡的原因一般都是由于线路板没有清洗,没有烘干,线路板上面有灰尘,潮湿,等等原因引起的 。三防漆是一种特殊配方的涂料,用于保护线路板及其相关设备免受坏境的侵蚀。
4、有些客户反映会出现产生气泡,那么产生气泡的主要原因在于炉温太高,表层快速结皮;三防漆黏度过高,气泡无法迅速释放;三防漆厚度过厚,气泡无法迅速释放;流平挥发区域排风过大;流平挥发区域排风过小。
ipc标准是什么
印制电路板。根据查询百度百科信息显示,ipc是印制电路板的一种标准,是电子行业中使用最广泛的术语,描述和展示了所有的工程问题。
ipc是IP Camera的缩写词,IP是网际协议,Camera是照相机、摄影机,IP Camera顾名思义就是网络摄像机,它是一种由传统摄像机与网络技术结合所产生的新一代摄像机。
IPC-610这个标准是由IPC(国际电子电器组装联盟)制定的,它定义了电路板制造和电子系统集成过程中所需的质量标准。
到此,以上就是小编对于焊接气泡合格标准的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏