本篇目录:
- 1、焊缝检测要求与标准
- 2、ipc610检验标准
- 3、焊点合格的标准?
- 4、锡焊焊点拉力测试标准
- 5、焊接质量的检验方法有哪些
焊缝检测要求与标准
1、春乎Ⅰ、Ⅱ级焊缝必须经探伤检验,并应符合设计要求和施工及验收规范的规定,检查焊缝探伤报告。Ⅰ、Ⅱ级焊缝不得有裂纹、焊瘤、烧穿、弧坑等缺陷。
2、一般而言,焊缝检测要求包括以下几个方面:首先,焊缝的尺寸和形状应符合设计要求,并且无明显的焊接缺陷,如气孔、夹渣和裂纹等。其次,焊缝的强度和耐久性需要满足所需的工作条件,避免出现脆性断裂等问题。
-图1")
3、三级焊缝检测要求对焊缝进行全面的检测,包括外观检测、无损检测和力学性能检测。其标准规定了焊缝缺陷的大小和允许数量。三级焊缝检测要求。
4、焊缝检测的标准是保证项目,焊接材料应符合设计要求和有关标准的规定,应检查质量证明书及烘焙记录。焊工必须经考试合格,检查焊工相应施焊条件的合格证及考核日期。
5、焊缝探伤标准:Ⅰ、Ⅱ级焊缝必须经探伤检验,并应符合设计要求和施工及验收规范的规定,检查焊缝探伤报告。Ⅰ、Ⅱ级焊缝不得有裂纹、焊瘤、烧穿、弧坑等缺陷。
-图2")
ipc610检验标准
焊盘平整度:检查焊盘的平整度,焊盘是否有凹陷、凸起或者变形等问题。 引脚间距:检查引脚之间的间距是否一致,是否有弯曲、错位或者短路等问题。 清洁度:检查PCBA表面是否有灰尘、污渍、油污或者其他杂质。
ipc610标准对空洞率有要求。BGA空洞验收标准遵循IPC-A-610规定,当焊球空洞率大于25%时,视为缺陷。
IPC-610是电子电器组装行业的最重要的标准之一,它涵盖了电路板设计、组装、工艺、质量标准、可靠性、维修以及修复等多个方面,是电子电器行业一个非常重要的标准,对电子电器行业拥有着极其重要的意义。
-图3")
该标准内容涵盖无铅焊接、元器件极性和通孔的焊接标准、表面贴装和分立导线组件、机械组装、清洁、标记、涂覆以及层压板要求。IPC-A-610对所有的质检员、操作员和培训人员来说都具有很大的借鉴意义。
IPC-A-610 IPC-A-610,电子装配可接收性,作为电子装配的标准,为人们广泛地接受,其焦点是集中在焊点上面。二OO五年二月,IPC发行了期待已久的更新版本:IPC-A-610 D版。
焊点合格的标准?
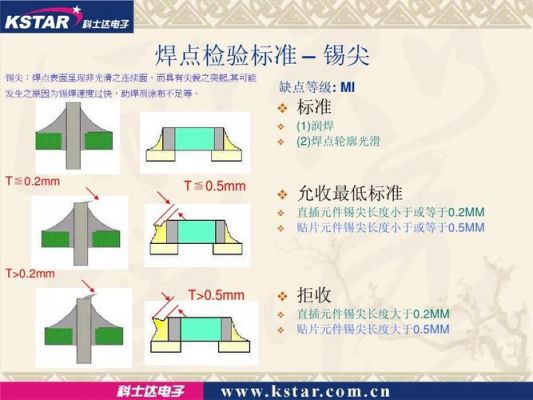
1、焊点表面应该光滑清洁,焊点表面应该有良好光泽,不应有毛刺,空隙,无污垢,尤其是焊剂的有还残留物质,要选择合适的焊料和焊剂。焊料是用于填加到焊缝,堆焊层和钎缝中的金属合金材料的总称。
2、.贴片元件位置的歪斜或偏移的允收标准是:不超过其元件或焊盘宽度(其中较小者)的1/2,且不可违反最小电气间隙。2.末端焊点宽度最小为元件可焊端宽度的50%或焊盘宽度的50%,其中较小者。
3、总的来说,合格的焊点应该具有良好的外观和压痕,以及均匀致密的组织结构,以确保焊接接头具备足够的强度、耐腐蚀性和可靠性。
4、焊点有足够的机械强度:一般可采用把被焊元器件的引线端子打弯后再焊接的方法。 焊接可靠,保证导电性能。
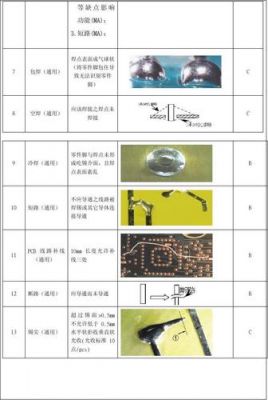
5、焊接检验标准是:是否有漏焊,即应该焊接的焊点没有焊上。焊点的光泽好不好。焊点的焊料足不足。焊点的周围是否有残留的焊剂。有没有连焊、焊盘有滑脱落。焊点有没有裂纹。
锡焊焊点拉力测试标准
BGA锡球推拉力标准为10-30克和1-10克。标准规定:根据IPC标准,BGA锡球的推力应在10-30克之间,拉力应在1-10克之间。这个范围是为了确保焊点连接的牢固性和可靠性。
IPC-7095C标准要求BGA焊点的推力应在10-30克之间,拉力应在1-10克之间,且推拉力应保持一定时间(一般为5秒钟)不变,以确保焊点连接的牢固性。
焊盘拉力标准是IPC-2221。根据查询相关公开信息显示,IPC-2221是焊盘拉力的国际标准,规定了焊盘拉力的最小值,以及焊盘拉力的测试方法和测试要求,根据IPC-2221标准,焊盘拉力的最小值要大于等于1点5N,测试时间不超过2秒。
碳钢一个焊点承受拉力约为48公斤,如果熔核直径尺寸为0,最低拉力为700KG力。焊点能承受最大拉力还焊接电流大小有关 ,焊接电流太大焊条药皮失效,焊点强度极易被氧化,强度低得多。焊接电流太小。
该情况可以尝试以下几种测试方法:试验样品准备:制备符合标准尺寸要求的焊接试件。确保焊接试件结构和尺寸与实际应用相符。拉伸试验设备:使用万能拉伸试验机等适当的设备进行拉力测试。
测试温度:温度是影响BGA锡球推拉力测试的重要因素之一。在高温环境下进行测试,BGA焊点的塑性变形会更明显,而在低温环境下进行测试,则可能会影响测试结果的准确性。测试速度:测试速度也会影响BGA锡球推拉力测试的结果。
焊接质量的检验方法有哪些
抽检 在焊接质量比较稳定的情况下,如自动焊、摩擦焊、氩弧焊等,当工艺参数调整好之后,在焊接过程中质量变化不大,比较稳定,可以对焊接接头质量进行抽样检测。全检 对所有焊缝或者产进行100%的检测。
焊接前质量控制包括金属材料的质量检验、焊接材料的检验、焊件备料的检验、焊件装配质量的检验、和其他工作检查。金属原材料的质量检验 焊接结构使用的金属材料种类很多,即使同种类的金属材料也有不同的型号。
外观检查:良好的焊点要求焊料用量恰到好处,外表有金属光泽,无拉尖、桥接等现象,并且不伤及导线的绝缘层及相邻元件良好的外表是焊接质量的反映。手触检查:手触检查主要是指触焊点时,是否松动、焊接不牢的现象。
(4)焊接方法检查常用的焊接方法有电弧焊,(其中电弧焊包括焊条电弧焊,埋弧焊,钨极气体保护焊等),电阻焊,钎焊等。焊接方法是直接影响焊接质量的重要因素,根据焊接工艺要求选择合适的焊接方法是保证焊接质量的重要手段。
.最小焊点高度为正常润湿。(二)焊接质量的检验方法:⑴目视检查 目视检查就是从外观上检查焊接质量是否合格,也就是从外观上评价焊点有什么缺陷。
到此,以上就是小编对于焊点imc的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏