本篇目录:
- 1、如何提高焊线拉力
- 2、请问有没有人知道钢筋直径16的双面焊抗拉最大力的标准值为多少...
- 3、电路板焊接元器件质量检验标准是什么
- 4、超声波焊接后一般所承载拉力为多少合适
- 5、钢筋焊接取样有那些规范要求?
- 6、LED焊线机注意事项
如何提高焊线拉力
1、选择高强度的焊接线,可以提高焊接强度,减少焊接断裂的风险。在进行焊接之前,对极柱和连接片进行适当的预热,可以提高金属表面的可焊性,增加焊接强度。
2、可以具体这样操作:以下焊点拉力标准一般适合之剥芯线绝缘长度2-3mm。芯线焊线后需能承受静拉力要求如下26AWG以上3磅/3秒,28AWG2磅13秒30AWG以下1磅/3秒注:1磅约等于0.9斤。烫伤芯线未见铜丝可接受。
-图1")
3、拉力不够主要还是因为线与材料的结合的不够好,跟温度、焊线力度、超声波功率与时间等有关。
4、进行焊后处理:在焊接完成后,需要进行焊后处理。焊后处理包括除渣、修整焊接区域、进行必要的热处理等。焊后处理能够提高焊接的外观和质量。总之,焊线的技巧和方法对于焊接质量和连接强度至关重要。
请问有没有人知道钢筋直径16的双面焊抗拉最大力的标准值为多少...
1、)若ξ>ξb,则说明由于某种原因所要求的受压钢筋As数量不够(不是第1种情形转换过来的As),应将此As看作未知,按第一种情况重新计算As与As;也可适当加大截面尺寸或提高混凝土强度等级,来避免超筋破坏。
-图2")
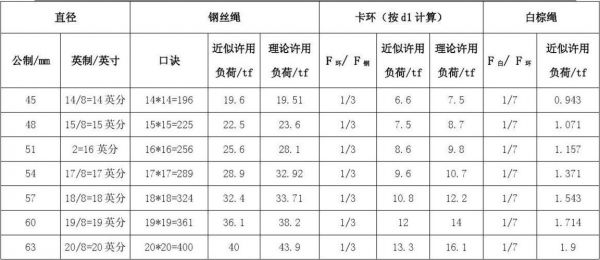
2、不同的钢筋型号,强度不一样,举例HRB400的钢筋需要570N/mm2,所以直径16,14的对应拉力为878KN和1157KN。
3、HRB335直径是16的钢筋,其抗拉强度就是455Mpa。这是规范规定的:凡是牌号为HRB335钢筋屈服强度不小于335MPa,抗拉强度不小于455MPa。
4、牌号为HRB335钢筋屈服强度为335Mpa,抗拉强度为455Mpa。公式为:P=F/S,及抗拉强度=拉力/截面面积。16钢筋截面面积为201平方毫米。二楼回答的也很好。
-图3")
5、首先应该标注出钢筋的牌号:HRB33HRB400、HRB500。无论钢筋直径为多少,只要是同一牌号的钢筋其屈服强度和抗拉强度是一样的。
6、的一级级钢筋抗拉拔试验值为:8×8×14×270=54260N即526KN。20的一级钢筋抗拉拔试验值为:8×8×14×270=84780N即878KN。
电路板焊接元器件质量检验标准是什么
1、对焊点的质量要求,应该包括它包括良好的电气接触、足够的机械强度和光洁整齐的外观三个方面,保证焊点质量最关键的一点,就是必须避免虚焊。
2、外观检查:采用5倍放大镜对焊缝表面进行外观检查,不得有裂纹、气孔、夹渣、未焊透,未焊满等缺陷;不锈钢及低温钢不允许有咬边,碳钢及低合金钢类焊缝咬边尺寸应符合标准要求,错边量应记录。
3、焊缝外观技术质量标准。焊缝鱼鳞焊波光滑美观,焊缝高低、宽窄一致。焊缝金属向母材金属应圆滑过渡。焊缝不允许存在咬边、焊瘤、弧坑、表面气孔、表面裂纹等缺陷。焊缝内部技术质量标准。
4、焊接质量标准:焊接质量 GB6416-1986 影响焊接接头质量的技术因素:本标准适用于压力容器、钢结构、起重机械起重设备、船舶、工程机械、运输设备等。但是对于特定的产品,没有必要考虑所有的技术因素。
5、Pcb检测项目:光板的DFM审查,检查实际元器件和焊盘之间的一致性,生成三维图形,PCBA生产线优化,操作指令:自动生成生产线上工人的操作指令,检验规则的修订。
6、焊缝质量标准1 保证项目1 焊接材料应符合设计要求和有关标准的规定,应检查质量证明书及烘焙记录。2 焊工必须经考试合格,检查焊工相应施焊条件的合格证及考核日期。
超声波焊接后一般所承载拉力为多少合适
超声波焊接后一般所承载拉力为多少合适这个没什么标准,主要看你的是什么产品。一般来说是由你们提出你的产品有什么要求、如何使用再定需要多少牢固度再设计合理的熔接线。
.3-0.7MPa。摩托车灯具超声波焊接机气动控制设备,根据需要焊接的产品可以调节焊接压力,一般是0.3-0.7MPa(不超过0.8MPa)。因为超声波焊接机进气口都有带节流阀的。气压太低设备运行不了,气压太大会压伤塑料件。
拉力应大于1N每mm。PACK厂对点焊要求特别严格,以聚合物4000mAh电池为例,它的点焊拉力标准一般是1点5kgf,但是大部分电池厂都是高出该标准的。
根据需要焊接的产品可以调节焊接压力,一般是0.3-0.7MPa (不超过0.8MPa)。超声波焊接机进气口都有带节流阀的,气压太低设备运行不了,气压太大会压伤塑料件。超声波焊接机气动部件包括调速器、气压调节旋钮。
这三个量相互作用有个适宜值,能量超过适宜值时,塑料的熔解量就大,焊接物易变形;若能量小,则不易焊牢,所加的压力也不能太大。
钢筋焊接取样有那些规范要求?
该物品试验取样要求如下:钢筋焊接件应按照JGJ18-2012《钢筋焊接及验收规程》的规定进行质量检验与验收。
钢筋焊接取样在同一台班内,由同一焊工完成的300个同牌号、同直径钢筋焊接接头应作为一批。当同一台班内焊接的接头数量较少,可在一周之内累计计算。累计仍不足300个接头,应按一批计算。
钢筋原材料:根据GB50204-2015《混凝土结构工程施工质量验收规范》:按批进行检查和验收,每批重量不大于60t。每批应由同厂、同炉号、同级别、同规格、同生产工艺、同进场时间的钢筋组成。
LED焊线机注意事项
1、虚焊主要看设计PCB板是否合理,是否空隙偏大。波峰锡炉的参数设定有关。否则人工后焊很恼火的。虚焊能导致没有电源输出等不良现象。
2、(3)注意事项: l 机器运行时不要将头、手伸入机器内部。 l 操作中发现工作异常,立即按下EMERGENCY STOP键,待异常排除后,方可重新开机作业。 l 机器工作环境温度为15℃~30℃;湿度为30%~80%。
3、所以,采购时这一点需要额外注意,特别是对大功率LED灯。
4、自动化:尺寸小,保养工作量少,适应性强,使全自动焊线机成为LED自动化封装生产线的首选。焊接后导电性好,电阻系数极低或近乎零。对焊接金属表面要求低,氧化或电镀均可焊接。
5、金球需要微调的,对于他的一焊看下时间、电流。对于一焊压力不要一味的加,不要太高了,功率也是一样,太高就会出现金球扁。如果功率和压力都是正常的情况下还是焊不上,那你就看看芯片的金垫是不是有问题。
6、由于银胶和绝缘胶在贮存和使用均有严格的要求,银胶的醒料、搅拌、使用时间都是工艺上必须注意的事项。备胶:和点胶相反,备胶是用备胶机先把银胶涂在LED背面电极上,然后把背部带银胶的LED安装在LED支架上。
到此,以上就是小编对于蜂鸣片焊线视频的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏