本篇目录:
- 1、焊接工艺评定是如何进行的?
- 2、焊接平板的生产工艺流程及生产工序标准
- 3、16mm钢板拼接用埋弧焊焊接工艺参数
- 4、h型钢对接焊接补强板标准
- 5、什么是焊接规范参数?什么是焊接规范?
- 6、焊接的质量标准是什么?
焊接工艺评定是如何进行的?
1、熔焊 熔焊是在焊接过程中将工件接口加热至熔化状态,不加压力完成焊接的方法。熔焊时,热源将待焊两工件接口处迅速加热熔化,形成熔池。熔池随热源向前移动,冷却后形成连续焊缝而将两工件连接成为一体。
2、确定焊接工艺参数 焊接工艺参数是指在焊接过程中需要控制的参数,包括焊接电流、电压、焊接速度、焊接角度等。根据焊接材料的种类和厚度,选择合适的焊接工艺参数。
-图1")
3、焊接工艺评定,是由生产单位或施工单位组织完成的。承压设备制造焊接工艺评定是评定焊接接头,主要是全焊透板板对接接头或管管对接接头焊缝和T型接头角焊缝。
4、(2)根部间隙过小,根部难以熔透,并须采用较小规定的焊条,从而减慢焊接过程;若根部间隙过大,虽然应用衬垫可保证焊接质量,但需较多的填充金属,从而提高焊接成本,并增加焊接变形。
焊接平板的生产工艺流程及生产工序标准
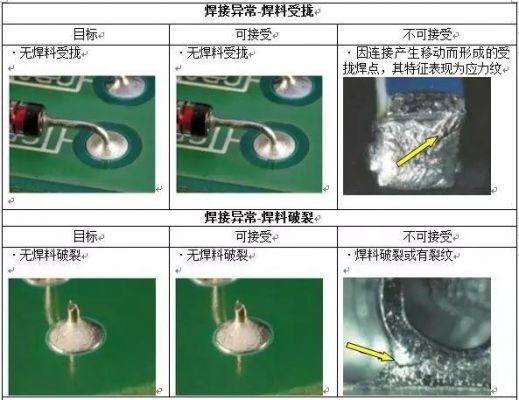
焊接工艺 在熔焊过程中,如果大气与高温的熔池直接接触,大气中的氧就会氧化金属和各种合金元素。大气中的氮、水蒸汽等进入熔池,还会在随后冷却过程中在焊缝中形成气孔、夹渣、裂纹等缺陷,恶化焊缝的质量和性能。
-图2")
焊缝夹渣:多层施焊应层层将焊渣清除干净,操作中应运条正确,弧长适当。注意 熔渣的流动方向,采用碱性焊条时,上须使熔渣留在熔渣后面。7 质量记录 本工艺标准应具备以下质量记录:1 焊接材料质量证明书。
一般来说,焊接工艺是用来指导焊接的文件,因此在选择焊接方法时要从实际生产情况出发。Q345为低合金结构钢,一般常用的有埋弧焊,气体保护焊,当然焊条电弧焊和氩弧焊也可以。
熔焊 熔焊是在焊接过程中将工件接口加热至熔化状态,不加压力完成焊接的方法。熔焊时,热源将待焊两工件接口处迅速加热熔化,形成熔池。熔池随热源向前移动,冷却后形成连续焊缝而将两工件连接成为一体。
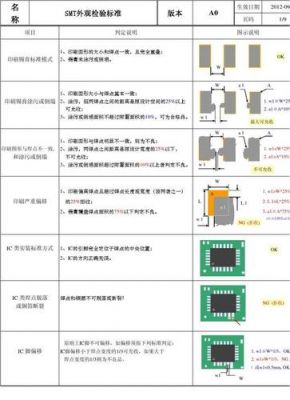
-图3")
SMT贴片加工环节 SMT贴片加工的工序为:锡膏搅拌→锡膏印刷→SPI→贴装→回流焊接→AOI→返修 锡膏搅拌 将锡膏从冰箱拿出来解冻之后,使用手工或者机器进行搅拌,以适合印刷及焊接。
16mm钢板拼接用埋弧焊焊接工艺参数
钢板开破口烧埋弧焊:对焊接坡口背面张贴玻璃前卫陶质衬垫、在焊接坡口内铺设金属粉末、焊接打底焊道、焊接填充焊道、焊接盖面焊道。
(1) 焊接工艺参数的影响 影响埋弧焊焊缝形状和尺寸的焊接工艺参数有焊接电流、电弧电压、焊接速度和焊丝直径等。
其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点,使其成为压力容器、管段制造、箱型梁柱等重要钢结构制作中的主要焊接方法。
埋弧焊的焊接参数主要有:焊接电流、电弧电压、焊接速度、焊丝直径和伸出长度等。①焊接电流。当其他参数不变时,焊接电流对焊缝形状和尺寸的影响如图所示。一般焊接条件下,焊缝熔深与焊接电流成正比。
基本上埋弧焊焊接的都是5mm以上的工件 ,1mm的熔深大约需要100A的电流。电流和电压的匹配公式如下:电压U(V)=0.04电流I(A) +10~14(V) ,但电压一般不低于28V,焊接速度一般控制在16m/h~30m/h。
mm板埋弧焊焊接参数包括:焊接电流一般在200-300A之间。电压一般在28-32V之间。焊接速度一般在10-20cm/min之间。焊接电极直径一般为2mm或0mm。焊接间隙一般为1-2mm。
h型钢对接焊接补强板标准
1、焊接H型钢时应注意焊板厚度的度 当板厚超过6mm时,可先进行开坡口后再进行焊接。
2、由于采用H型钢所用部位均为主要承重梁、柱,所以要求每根只允许拼接一道焊缝。2最小拼接长度不小于800mm。3全部对接焊道进行100%超声波检测和双面100%找色检测。4对接焊道采用双面V型坡口,面焊。
3、用一块矩形连接板,垂直于梁长连接。板厚25毫米,四周大于梁截面30~40毫米。用贴角焊。
4、钢结构H型钢拼接接头可采用螺栓和焊接组合节点或全焊节点。2《建筑钢结构焊接技术规程》JGJ81,1 H型框架柱拼接接头宜采用螺栓和焊接组合节点或全焊节点(图2-1a、b)。
5、标准:H型钢的对接优先采用有加强板的对接型式,当产品因为结构原因而不允许采用加强板 时,允许采用插入的对接型式 2。翼缘拼接焊缝(与腹板接合处)应磨平后,再与腹板焊接。3。
6、由于采用H型钢所用部位均为主要承重梁、柱,所以要求每根只允许拼接一道焊缝。最小拼接长度不小于800mm,全部对接焊道进行100%超声波检测和双面100%找色检测。
什么是焊接规范参数?什么是焊接规范?
1、本规范适用于水轮发电机组及水工金属结构件设计图中规定的二类重要焊缝(一般是指要做射线检查或超声波检查的焊缝)的焊接。本规范不能包含的特殊焊缝的焊接按特殊制定的焊接工艺焊接。
2、在焊接过程中,一般希望弧长始终保持一致,而且尽可能用短弧焊接。所谓短弧是指弧长焊条直径的0.5~0倍,超过这个限度即为长弧。(5)焊接速度 在保证焊缝所要求尺寸和质量的前提下,由操作者灵活掌握。
3、焊接结构的焊后热处理,主要目的是改 善焊接接头的组织和性能,消除焊接残余应力,并能降低接头中的含氢量,提高 结构的几何稳定性。
4、焊条电弧焊的焊接工艺参数主要包括焊条直径、焊接电流、电弧电压. 焊接速度和预热温度等。补充:焊前准备: 根据施焊结构钢材的强度等级,各种接头型式选择相反强度等给牌号焊条和合适焊条直径。
5、主要检查接头的连接方式和力学性能。接头连接方式主要通过观察来检查,它应符合设计要求并全数检查。接头试件进行力学性能检验时 ,其品质和检查数量应符合《钢筋焊接及验收规范》。
6、焊接工艺参数:焊接工艺参数是指焊接时,为保证焊接质量而选定的诸物理量(例如:焊接电流、电弧电压、焊接速度、热输入等)的总称。焊条电弧焊的焊接工艺参数主要包括焊条直径、焊接电流、电弧电压、焊接速度和预热温度等。
焊接的质量标准是什么?
1、焊接质量标准:焊接质量 GB6416-1986 影响焊接接头质量的技术因素:本标准适用于压力容器、钢结构、起重机械起重设备、船舶、工程机械、运输设备等。但是对于特定的产品,没有必要考虑所有的技术因素。
2、【法律分析】:1对焊点质量的要求:2假焊、虚焊及漏焊:假焊时指焊锡与焊金属之间被氧化层或焊剂的未挥发物及污物隔离,未真正焊接在一起。
3、焊缝外观技术质量标准。焊缝鱼鳞焊波光滑美观,焊缝高低、宽窄一致。焊缝金属向母材金属应圆滑过渡。焊缝不允许存在咬边、焊瘤、弧坑、表面气孔、表面裂纹等缺陷。焊缝内部技术质量标准。
4、焊接质量检验标准:焊接材料应符合设计要求和有关标准的规定,应检查质量证明书及烘焙记录。焊工必须经考核合格,检查焊工相应施焊条件的合格证及考核日期。
5、.扁平焊片引脚偏移的允收标准是:不超过其元件或焊盘宽度(其中较小者)的25%,不违反最小电气间隙。2.末端焊点宽度最小为元件引脚可焊端宽度的75%。3.最小焊点高度为正常润湿。
6、一级、二级焊缝的抗拉压、抗弯、抗剪强度均与母材相同。焊缝检测标准 是否有漏焊,即应该焊接的焊点没有焊上。焊点的光泽好不好。焊点的焊料足不足。焊点的周围是否有残留的焊剂。
到此,以上就是小编对于什么是拼焊钢板的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏