本篇目录:
- 1、元器件焊接一般原则谁能帮忙提供具体描述
- 2、插件后焊的元件焊点面管脚长度要求为多少
- 3、插件电阻的焊接温度是多少
- 4、电路板焊接的质量如何检验和判定?
- 5、smt贴片加工完成后接插件的怎样焊接
- 6、电子器件的焊接技术要求是什么?
元器件焊接一般原则谁能帮忙提供具体描述
1、表面贴装芯片焊接时,要注意使芯片引脚及引脚根部全部位于焊盘上,所有引脚对称居中,引脚与焊盘无偏移为合格,并且芯片的第一引脚必须与PCB丝印第一脚相对应。
2、焊接电路板时应遵循的原则:①元器件在电路板插装的顺序是先低后高,先小后大,先轻后重,先易后难,先一般元器件后特殊元器件,且上道工序安装后不能影响下道工序的安装。
-图1")
3、从高度看,高度越低的越早焊,这样可以保证元器件紧贴板面,可以提高可靠性。这个准则是最基本,也是最重要的准则。焊接质量好坏,跟这个很有关系。同高度的元器件,按标号顺序焊或者按方向(从左到右)。
4、因此电子元器件的引线一般都用锡做焊接剂。焊接原理是融化的锡液凝固时将被焊物紧紧包裹,松香等助焊剂在焊接时所起的作用是随着高温挥发清除了被焊物表面的氧化物质,从而使得锡与被焊物接触更紧密、更牢固。
插件后焊的元件焊点面管脚长度要求为多少
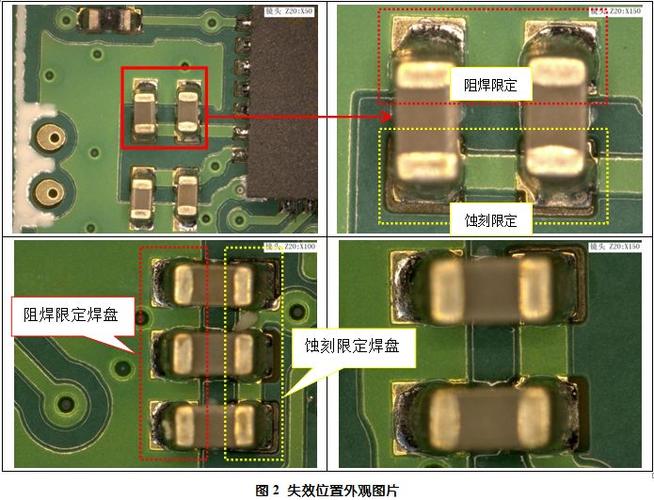
1、Φ≦0.8MM→线脚长度H≦0mm。Φ0.8MM→线脚长度H≦0mm。
-图2")
2、IPC3级要求是5。插件后焊的元件焊点面管脚长度要求为IPC3级要求是5,但是也要看实际引脚大小,还有整体产品设计要求,焊接后引脚指引线末端的一段,通过软钎焊使这一段与印制板上的焊盘共同形成焊点。
3、一般要求距离电路板面2mm,并且要注意电解电容的正负极性,不能插错。
插件电阻的焊接温度是多少
用焊枪焊接贴片电阻温度20到30度。其他的焊接作业会因为各种因素的影响而有所不同,有铅焊接,烙铁的温度是250度到270度,不耐高温组件,像太阳能、晶振、LED等,温度是270到320度之间。
-图3")
℃-200℃。插件电阻表面的温度与耗散功率有关,耗散功率等于额定功率的一半时,电阻本体温升约65℃;耗散功率等于额定功率时,电阻本体温升接近200℃,所以插件电阻表面温度是65℃-200℃。
需要330°C~370°C。焊接要素:焊接母材的可焊性;焊接部位清洁程度;助焊剂;焊接温度和时间焊锡的最佳温度:250±5℃,最低焊接温度为240℃。温度太低易形成冷焊点。高于260C易使焊点质量变差。
电路板焊接的质量如何检验和判定?
1、对焊点的质量要求,应该包括它包括良好的电气接触、足够的机械强度和光洁整齐的外观三个方面,保证焊点质量最关键的一点,就是必须避免虚焊。
2、焊接检测方法包括:外观检查:采用5倍放大镜对焊缝表面进行外观检查,不得有裂纹、气孔、夹渣、未焊透,未焊满等缺陷;不锈钢及低温钢不允许有咬边,碳钢及低合金钢类焊缝咬边尺寸应符合标准要求,错边量应记录。
3、外观检查:良好的焊点要求焊料用量恰到好处,外表有金属光泽,无拉尖、桥接等现象,并且不伤及导线的绝缘层及相邻元件良好的外表是焊接质量的反映。手触检查:手触检查主要是指触焊点时,是否松动、焊接不牢的现象。
4、包含以下几个方面:对焊缝表面咬边、夹渣、气孔、裂纹等检查,这些缺陷采用肉眼或低倍放大镜就可以观察。尺寸缺陷检查,例如焊缝余高、焊瘤、凹陷、错口等,需采用焊接检验尺进行测量。焊件变形量检查。
smt贴片加工完成后接插件的怎样焊接
1、)清洁并固定印制电路板,要将印制电路板上的污物和油迹清除干净,并用砂纸打磨焊盘,清除氧化物,涂上松香水,提高电路板的可焊性。之后将印制电路板固定在合适的位置,以防焊接时电路板移动。
2、首先贴片电阻的焊脚最外层是镀锡的,普通的贴片电阻焊脚正面都是先印刷银导体油墨(侧导大部分是真空溅射上去的),银印刷层上面是镀镍后再镀锡(部分低阻值产品是是镀铜再镀镍镀锡)。
3、在焊接后用酒精清除板上的焊剂。焊接方法 1.在焊接之前先在焊盘上涂上助焊剂,用烙铁处理一遍,以免焊盘镀锡不良或被氧化,造成不好焊,芯片则一般不需处理。
4、首先来张全部焊接一个点的PCB图 焊接贴片的必须工具。准备焊接的DD 先用烙铁加热焊点。夹个贴片马上过去。等贴片固定后焊接另外一边。
电子器件的焊接技术要求是什么?
技术要求:焊接时焊缝要求平滑,不得有气孔夹渣等焊接缺陷,发现缺陷及时修补。焊缝高度一般与钢板接近,采用断续焊时,焊缝长度及间隔应均匀一致。制作件要求密封连续焊接时,要求焊缝处不得出现气孔沙眼现象。
③具有一定的焊接时间(焊接速度应合适)。④焊锡在液态下要有良好的浸润能力(可借助助焊剂)。焊点质量要求:电接触良好;机械性能良好;美观。严防虚焊、修焊,焊点不宜过大,要光泽、美观,但牢固是首位。
焊接不同的材料要选用不同的焊剂,即使是同种材料,当采用焊接工艺不同时也往往要用不同的焊剂,例如手工烙铁焊接和浸焊,焊后清洗与不清洗就需采用不同的焊剂。对手工锡焊而言,采用松香和活性松香能满足大部分电子产品装配要求。
电焊技术的要领包括很多方面,比如引弧方法、引弧注意事项、焊前的点固、正接和反接的应用、焊条电弧焊焊接时起头方法、焊接电弧电压要求、焊接速度的关键、选用焊条注意事项、定位焊的技巧、定位焊应遵循的要求。
在我国,电焊操作需要持证上岗,焊工是属于准入类的工种,在技能人员职业资格中,81项工种里准入类的只有五项,焊工就是其中一项,而实际情况确实大部分的行业从业人士都是无证操作。
到此,以上就是小编对于接插件焊接标准的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏