本篇目录:
- 1、ut无损检测仪器怎么看
- 2、二保焊UT平缝一级探伤怎么焊?
- 3、什么是ut探伤
- 4、UT检测包括哪些?
ut无损检测仪器怎么看
1、很简单:以数字机为例,当有缺陷波时将会在显示出来,屏幕中有三条斜线分别代表评定,测长,判废线!当然超过判废线的为不合格的缺陷。
2、ut4000c看参数步骤:ECG-心电图部分,主要显示参数为心率。血氧饱和度,仪器上显示为SpO2。呼吸频率,设备上显示为RR。
-图1")
3、UT检测技术作为工业上5大常规无损检测技术之一,一直被人们广泛地使用。在UT中长期使用的超声波探伤仪是A型脉冲反射式超声波探伤仪,其电路方框图 如图1所示[1]。
4、UT是超声检测方法,工业上无损检测的方法之一。超声波进入物体遇到缺陷时,一部分声波会产生反射,发射和接收器可对反射波进行分析,就能异常精确地测出缺陷来。并且能显示内部缺陷的位置和大小,测定材料厚度等。
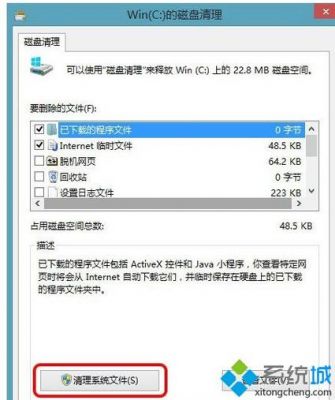
5、是指用X射线或g射线穿透试件,以胶片作为记录信息的器材的无损检测方法,该方法是最基本的,应用最广泛的一种非破坏性检验方法。
-图2")
6、PT:渗透检测 MT:磁粉检测 RT:射线检测 UT:超声波检测 渗透检测适用于板材、复合板材、锻件、管材和焊缝表面开口缺陷的检测。渗透检测不适用多孔性材料的检测。
二保焊UT平缝一级探伤怎么焊?
1、垂直或倾斜位置开坡口的接头必须从下向上焊接,对不开坡口的薄板对接和立角焊可采用向下焊接;平、横、仰对接接头可采用左向焊接法。
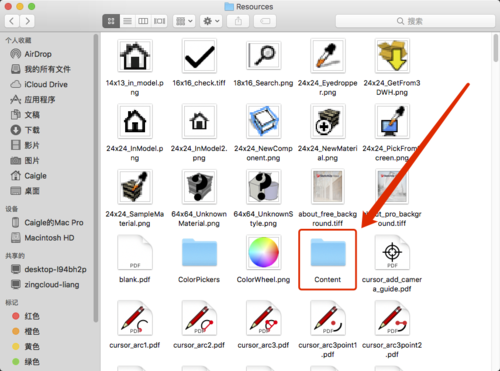
2、打底不要焊穿,要能单面焊双面成型,内部焊缝保证焊缝两侧熔合,没有夹杂或者超标气孔,表面没有咬边或者未焊满,就可以了。需要探伤的焊缝会有焊接工艺,最好按照工艺文件执行。
-图3")
3、向上立焊,焊缝呈凸状,易产生咬边,应采用小摆动法焊接。
4、UT就是超声波探伤,所以对焊缝内部质量有要求。所以焊缝不能有裂纹,未融合,或是连续的夹渣,以及超标的气孔等缺陷。多层焊的时候要注意层间的清理,及焊缝的融合良好。
5、铁板一旦超过3mm,对于二保焊就没有厚薄之分了,平焊时都可以电流200以上,电压24v以上。3mm以下,电流100~180a,电压20~24v。电流电压有个经验公式,电压=电流×0.05+14±2。薄板以不焊穿为准,厚板更注重效率。
什么是ut探伤
1、在不损伤构件性能和完整性的前提下,利用超声波检测构件金属的某些物理性能和组织状态,以及查明构件金属表面和内部各种缺陷的技术。
2、ultrasonic test,中文超声检测,国内也叫超声波探伤,探伤是老前辈对UT的认识,发展到现在,行业内都叫超声检测了,出发点在于现在UT能做的已经远远超出探伤的范畴。
3、UT是 ultrasonic testing的简称,是对焊缝进行超声波检验探伤。一级焊缝需要做100%的UT探伤。超声波检测(Ultrasonic Testing)缩写为UT,也叫超声检测,是利用超声波技术进行检测工作的,是五种常规无损检测方法的一种。
4、ut探伤属于超声检测探伤。超声检测定义:超声检测(UT)是工业上无损检测的方法之一。
5、UT探伤是一种非破坏性检测方法,它利用超声波的传播和反射特性来检测材料中的缺陷或变化。UT探伤广泛应用于各种工业领域,如航空航天、核能、造船、铁路、汽车等。
6、NDT 无损检测中UT和MT是什么意思?UT: Ultra-sonic test 超声波探伤 MT: Magnetic test 磁粉探伤 磁粉探伤还有另外一个名称:MPI,也就是 Magnetic Particle Inspection 另外,NDT的英文是Non Destructive Testing。
UT检测包括哪些?
超声波检验(UT)UT检测技术作为工业上5大常规无损检测技术之一,一直被人们广泛地使用。在UT中长期使用的超声波探伤仪是A型脉冲反射式超声波探伤仪,其电路方框图 如图1所示[1]。
UT: 超声波检验 MT:磁粉探伤都属于无损探伤 RT: radiographic testing 射线检验 UT: ultrasonic testing 超声波检验 MT:maganetic particle testing 磁粉探伤 三者都属于 nondestryctive testing(NDT)无损探伤的一种。
无损检测可分为六大类约70余种,但在实际应用中比较常见的有:目视检测(VT)、射线照相法(RT)、超声波检测(UT)、磁粉检测(MT)、渗透检测(PT)、涡流检测(ECT)、声发射(AE)、超声波衍射时差法(TOFD)。
到此,以上就是小编对于utrt探伤的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏