本篇目录:
- 1、更换伺服电机或滑轨后回原点的问题
- 2、伺服电机系统完成机械原点复位的细节原理是什么?
- 3、富士伺服电机用Z相信号回原点时总是回不到原点,每次回原点的位置都
- 4、PLC控制伺服回原点
- 5、三坐标调整探头角度后如何保证精度
更换伺服电机或滑轨后回原点的问题
1、机器人更换电机必须要重新确认原点,如果原点不正确那么空间坐标的计算基准就错了。
2、z机伺服电机换掉了,原点当然没有了,因为编码器也动过,断电后绝对位置丢失。
-图1")
3、伺服电机寻找原点时,当碰到原点开关时,马上减速停止,以此点为原点。
4、伺服电机故障请复位后再点动往进书位再回原点,一般来说可能是引擎指令错误或伺服电机设置错误导致。如果是这个问题,可以使用以下步骤来解决: 检查伺服电机的接线是否正确,确保连接稳定牢固。
5、造成以上情况的可能有以下几个原因:编码器有问题,更换编码器。有点位近接开关的灵敏度有问题。在伺服器里面把参数清0。
-图2")
6、步进电机回原点是遇到第一个传感器减速,遇到第二个传感器反向运动 伺服比步进电机更高级一点,伺服只要一个光传感器就可以了。之所以用两个传感器是把速度降下来,这样不会因为速度太快而冲过传感器。
伺服电机系统完成机械原点复位的细节原理是什么?
在磁开关法中,在机械本体上安装磁铁及磁感应原点开关,当磁感应原点开关检测到原点信号后,伺服电机立即停止,该停止点被认作原点。
运动控制器向伺服驱动器发送servoOn信号,启动原点回归。当检测到LS信号后电机先朝OT+方向运动,即先正转(CCW),一直等到检测不到LS信号,将电机速度设置为0,一直检测PSET信号,检测到PSET信号后定位完成,电机停止。
-图3")
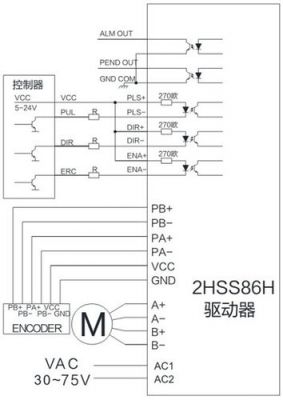
)PLC找原点:这种类型正负极限开关、原点开关都接在PLC上,PLC控制电机正反转动作,根据电机与正负限开关,原点开关的相对位置,按照设定的原点复归模式,找到原点。
富士伺服电机用Z相信号回原点时总是回不到原点,每次回原点的位置都
1、唯一解决方法是Z轴重校机电同步。因为Z轴受到过不应有的机械碰撞,使轴运行与电信号(伺服电机尾部编码器定位反馈信号)失同步。所以当进入自动运行态,Z轴偏差超值而报警。
2、我做过三轴往复机,下面转盘就是这种控制方式,只要是360度的整数倍都会压中原点。
3、首先看回原点减速开关是否有效 :检查(更换)伺服马达信号线 :排除以上原因,那可能是伺服马达编码器z相脉冲异常。
4、z机伺服电机换掉了,原点当然没有了,因为编码器也动过,断电后绝对位置丢失。
PLC控制伺服回原点
1、有INPUT:归零中,定位开关动作,即为原点。归零中,定位开关动作,伺服电机慢慢爬行,定位开关 关断开,即为原点。INPUT+C相:归零中,定位开关动作,伺服电机慢慢爬行,编码器C相触发,即为原点。
2、伺服回参考点有三个速度:遇到传感器之前的速度。遇到传感器之后的速度。反向找原点脉冲的速度。
3、首先要PLC控制它进行归零,确定机械坐标。用相对位置控制或绝对位置控制进行伺服电机运行,定位完成(PLC的M8029信号ON),PLC 延时或其它控制,再用位置控制指令回到0点即可。
4、首先返回原点的设置需要PLC的参数设置,比如需要设定寻找方向,寻找速度等。然后需要一个感应器,一般都为接近开关。另外的就是需要伺服电机给的Z相脉冲了。具体的也不是很好和你说明白的。你查下相应的手册会更好理解。
5、改变台达伺服电机的旋转方向需要2个输出点,正转时Y0发脉冲就可以了,而反转时就需要Y0(发脉冲),Y1(电机反转接线)同时接通。而ZRN指令就是一个反转指令,你在这条指令的下边并联一个Y1输出线圈就能反转回原点了。
6、开始减速搜索原点,也就是Z相脉冲(这个信号,伺服电机每转一圈会返回一个),到达Z相信号的位置时,伺服电机停止,要注意,不管是停止或者启动,信号都是来源于PLC(或者PLC的定位模块),不是服驱动自动使电机停止的。
三坐标调整探头角度后如何保证精度
好的三坐标测量机,首先,它的结构要有一定的强度的,包括三座材料的稳定性等的。像Leitz的高精度三坐标,为了保证精度,使用移动平台式,把光栅放在抽上,符合阿贝原理,机器也非常厚实。
(1)工件吊装前,要将探针退回坐标原点,为吊装位置预留较大的空间;工件吊装要平稳,不可撞击三坐标测量机任何构件。(2)正确安装零件,安装前确保符合零件与测量机的等温要求。
第一步,也是很重要的一步。在测头校验的过程中,我们要做的是根据工件形状、尺寸选择合适的测头、测针,现在主流的测头测针都是雷尼绍的,在测量软件中会有匹配。选好后,我们还要进行校准,以达到测量所要求的精度。
到此,以上就是小编对于回原点是什么意思的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏