本篇目录:
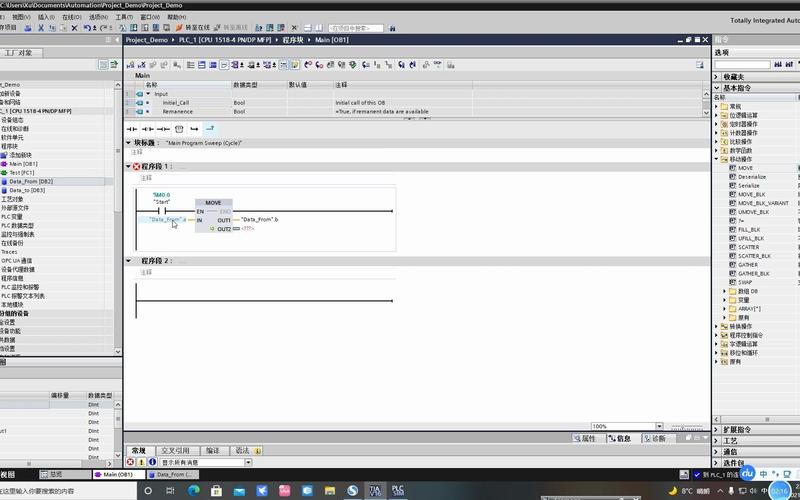
西门子313c-2dp的PLC与增量式编码器的应用
如果编码器是用来测量电机转速的。用不到编码器的Z相。Z相是每转1脉冲;用于伺服定位(同步电机)。测量电机转速是可以用单一A相(或B相);缺点是不能知道方向。使用AB(两相是正交的),可以获得转速和方向。
在PLC程序中,我们可以使用计数器模块和计时器模块来实现对增量型编码器的控制。计数器模块可以用来计数脉冲信号的数量,计时器模块可以用来控制计数器的清零时间。
-图1")
比如313c-2dp的话就可以直接用PLC自带的三个集成的高速计数器,我最近也在搞这个,已经研究几天了。
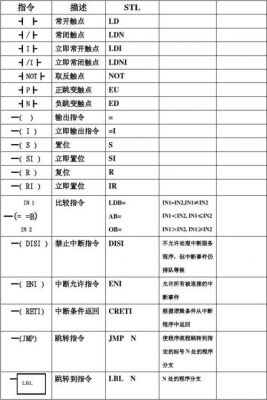
西门子数控车床怎么编程?
1、数控车床是两坐标的机床,只有x轴和z轴,那么如何判断圆弧的顺逆呢?应按右手定则的方法将r轴也加上去来考虑。当采用增量值编程时,圆弧终点坐标为圆弧终点相对于圆弧起点的增量值,用U、W表示。
2、这系统自带编程模块但生成的程序没几个人能看懂,想直接手工编那些循环指令难度很大。但不是太老的系统可以用G291指令转化为FANUC的格式编程加工。
-图2")
3、元,负责NC所有的功能,机床的逻辑控制,还有和MMC的通讯 它由一个COM CPU板. 一个PLC CPU板和一个DRIVE板组成。
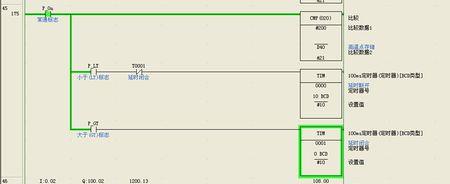
4、数控椭圆编程 毛坯ф30,加工右半个椭圆(z向有偏心)。
5、g76p010055q50r0.5 g76x_z_r_p_q_f_(i_)第一个p的前两位是精车余量中间两位是螺纹退尾没什么要求就00好了最后两位是螺纹角度英制的是55°。第一个q是螺纹最小的切削量,r是精车余量。
-图3")
6、R是圆弧的半径,I和K一般不常用的。圆弧编程的两种格式:G02/G03XZIKF;或者G02/G03XZRF,如果能用R格式编程尽量不要用I、K格式,因为I、K的位置需要计算。
用2000线的增量式编码器测速,S7-200PLC程序怎么做
用定时中断测前一次计数和本次计数差值,乘以定时中断的频率,再除以编码器分辨率就是转速了。
编写方式如下:要是用的是测速电机的话,得用电压变换模块通过AD模块输入PLC,得测一下实际转速和测速电机的电压对应关系,然后根据测量的电压计算出电机转速。
,先算出轴转一圈的周长,周长=φ×π。2,当编码器接受脉冲为2000时,则距离等于刚才测算的周长。3,把周长除以2000个脉冲的频率,也就是时长,就计算得出了需要测的速度了。
先设置一个中断,用T321ms时基。时间可以比如用1秒(根据实际转速自定)。
我们通常用的是增量型编码器,可将旋转编码器的输出脉冲信号直接输入给PLC,利用PLC的高速计数器对其脉冲信号进行计数,以获得测量结果。
西门子802D数控车床,怎么编程车R?
1、数控车床是两坐标的机床,只有x轴和z轴,那么如何判断圆弧的顺逆呢?应按右手定则的方法将r轴也加上去来考虑。当采用增量值编程时,圆弧终点坐标为圆弧终点相对于圆弧起点的增量值,用U、W表示。
2、从左下角点开始走刀,按照我给你修改后的图,按照序号依次走刀,也就是刀头的位置:从1→2直线走刀。
3、以西门子802S数控系统为例,应进行如下操作。 图1 零件图 (1)确定加工路线 按先主后次,先精后粗的加工原则确定加工路线,采用固定循环指令对外轮廓进行粗加工,再精加工,然后车退刀槽,最后加工螺纹。
4、西门子数控系统编程:用半径和终点进行圆弧编程 圆弧运动通过以下几点来描述: 圆弧半径 CR= 和 在直角坐标 X,Y,Z中的终点 除了圆弧半径,您还必须用符号+/-表示运行角度是否应该大于或者小于180°。
5、具体步骤和FANUC系统一样,都是用刀尖碰工件,把碰数输到802D的零点偏移里;至于编程,多记着常用的代码和参数。
到此,以上就是小编对于西门子增量pid的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏