本篇目录:
线切割快走丝脉宽脉间功放怎么调
1、调节脉间首要考虑的是加工稳定,其次是在加工稳定的前提下脉间越小越好。脉间小于3倍脉宽时很难获得长时间的稳定加工,因此建议脉间不要小于3倍。
2、可以这样做:把脉宽脉间都加大,再加功放管。让水包住钼丝,加快排屑同样没有效率。高频的功率又有高频的工作电压,可以提高高频的工作电压脉宽加大,易短路,控制拖板步进电机的进给速度。
-图1")
3、在有稳定高频电流指示的情况下,旋转“间隔微调”旋钮时,电流变小表示间隔变大,电流变大表示间隔变小。
4、一般主要看加工的工件的厚度来调整脉宽,脉间,功放,工件越厚,脉宽越宽,脉间隔越大,功放管开的越多。
电池激光焊接机里的电流、脉宽、频率等参数怎么利用
1、首先将工件移动到显微镜清晰的状态,将参数调节到;工作电流(125)、脉宽(0)、频率(0),踩住脚踏开关,使激光焊接机出激光。将氩气的冲气嘴对准激光点,确保冲出的氩气能够保护住焊接位置。
-图2")
2、脉冲宽度 当宽度较小时,激光能量集中、密度高,焊缝宽度与材料表面受热区域减少,将会增加熔深,使焊接性能更稳定;当宽度较大时,激光能量面积较大,焊缝宽度与材料表面受热面积增大,能量分布将会分散,减小熔深。
3、激光焊机焊0.2的板电压调的110v;这样操作:设置激光焊接机电源参数:电压110v;电流50-400A0.1-20MS频率0-50。参数都调节完毕的时候,准备焊接焦距激光焊机就可以进行0.2的板焊接了。
4、-20MS频率0-50,常见的是焊接部位周边有咬痕,采用激光空打的方式将焊接部位空打后盖住,防止咬痕的出现,光斑超过焊接位置(0.1mm)即可,正常焊接工件模拟参数可电流可以按照以下设置:90-120脉宽:4-6。
-图3")
线切割中脉宽和脉间如何使用?
1、调节脉间首要考虑的是加工稳定,其次是在加工稳定的前提下脉间越小越好。脉间小于3倍脉宽时很难获得长时间的稳定加工,因此建议脉间不要小于3倍。
2、脉宽:脉间=16:1,还得看看电流是否稳定,至于薄厚你得慢慢积累经验,记住切后的时候怎么调,切薄的时候怎么调,知道这2种的大概调法,然后就可以试着调了,电流表稳定了大概在2A,说明你挑的就很好了,这个没有绝对的。
3、线切割的参数设定:一般加工厚度100以下的,可以用脉宽30us,脉间150us。这个参数比较常用,但具体要看自己的情况。脉宽越大,电流越大,加工越快,不过光洁度越差。脉间越大,电流越小,加工速度慢,光洁度好。
4、根据速必得显示,通常情况下,线切割机床的电参数设定一般加工厚度100以下的,可以用脉宽30us,脉间150us,这个参数比较常用,但具体要看设备的情况,而且脉冲参数中的电压、电流、脉宽、脉间四者之间是有着一定规律的。
脉冲调制是怎么回事?
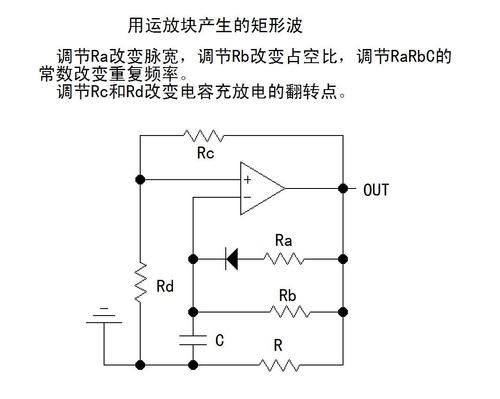
1、脉宽调制(PWM)基本原理:控制方式就是对逆变电路开关器件的通断进行控制,使输出端得到一系列幅值相等的脉冲,用这些脉冲来代替正弦波或所需要的波形。
2、脉冲调制电路原理是指通过改变脉冲信号的形态来调整被调制信号的幅度或频率。最常用的脉冲调制方式是脉冲宽度调制(PulseWidthModulation,PWM)和脉冲频率调制(PulseFrequencyModulation,PFM)。
3、脉冲密度调制方法就是通过控制脉冲密度,实际上就是控制向负载馈送能量的时间来控制输出功率。
4、由PCM电端机产生。简单说就是模/数转换。脉冲调制就是把一个时间连续,取值连续的模拟信号变换成时间离散,取值离散的数字信号后在信道中传输,脉冲编码调制就是对模拟信号先抽样,再对样值幅度量化,编码的过程。
5、脉冲宽度调制(PWM),是英文“Pulse Width Modulation”的缩写,简称脉宽调制,是利用微处理器的数字输出来对模拟电路进行控制的一种非常有效的技术,广泛应用在从测量、通信到功率控制与变换的许多领域中。
到此,以上就是小编对于光速先锋线切割变频器参数的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏