本篇目录:
- 1、ipc关于烙铁焊接时间是怎么规定的
- 2、FPC关于SMT焊接质量标准
- 3、焊盘拉力ipc标准
- 4、ipc对snt焊接温度参数规定是多少
- 5、ipc对引脚外露高度的要求
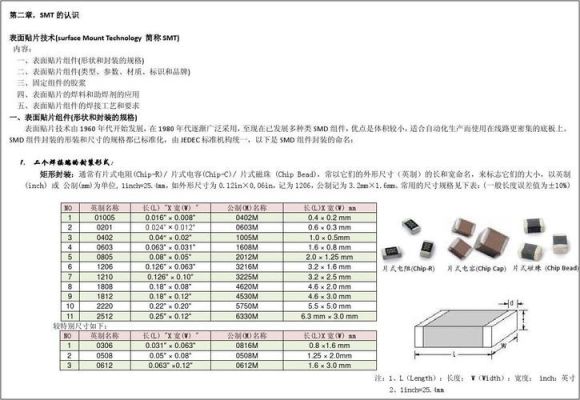
- 6、对矩型SMT元件.焊接合格标准是什么?
ipc关于烙铁焊接时间是怎么规定的
1、秒。用烙铁进行焊接时,速度要快,焊接时间应不超过3秒,否则质量是较差的。烙铁是指焊接电子元器件的工具,包括底座和烙铁头。
2、焊接时间:2s/点最佳,最好不要超过3s/点。焊接温度:(1)、维修管脚粗的电源模块、变压器(或电感)、大电解电容以及大面积铜箔焊盘烙铁温度在400±20℃。
-图1")
3、因此,焊接时电烙铁与pcb接触时间,因板不同也是不同的。但最长控制在5秒以内为好。特殊大的元件例外。
4、焊点热容量的差异等要素,实践把握焊接火候并无定章可循,必须详细条件详细看待。试想,关于一个热容量较大的焊点,若运用功率较小的烙铁焊接时,在上述时间内,可以加热温度还不能使焊锡凝结,焊接就无从谈起。
5、不同的焊接对象,其需要的电烙铁工作温度也不相同。
-图2")
FPC关于SMT焊接质量标准
1、.扁平焊片引脚偏移的允收标准是:不超过其元件或焊盘宽度(其中较小者)的25%,不违反最小电气间隙。2.末端焊点宽度最小为元件引脚可焊端宽度的75%。3.最小焊点高度为正常润湿。
2、焊缝表面一级和二级焊缝不得有裂纹、焊瘤、烧穿、弧坑等缺陷。二级焊缝不得有表面气孔夹渣、弧坑、裂纹、电焊擦伤等缺陷,且一级焊缝不得有咬边,未焊满等缺陷。
3、焊接质量标准:焊接质量 GB6416-1986 影响焊接接头质量的技术因素:本标准适用于压力容器、钢结构、起重机械起重设备、船舶、工程机械、运输设备等。但是对于特定的产品,没有必要考虑所有的技术因素。
-图3")
4、SMT贴片焊接过程中,为防止静电损伤元器件,所采用的电烙铁和焊锡炉,都应有良好的接地装置。对于印制板的选择应要热变形小的,铜箔覆着力大的。
5、。SMT加工中贴装:一般可采用手工贴装,位置精度高一些的个别元件也可采用手动贴片机贴装。3。焊接:一般都采用再流焊工艺,特殊情况也可用点焊。二。
6、焊缝外观技术质量标准。焊缝鱼鳞焊波光滑美观,焊缝高低、宽窄一致。焊缝金属向母材金属应圆滑过渡。焊缝不允许存在咬边、焊瘤、弧坑、表面气孔、表面裂纹等缺陷。焊缝内部技术质量标准。
焊盘拉力ipc标准
1、IPC-7095C标准要求BGA焊点的推力应在10-30克之间,拉力应在1-10克之间,且推拉力应保持一定时间(一般为5秒钟)不变,以确保焊点连接的牢固性。
2、浸锡法:另一种常见的可焊性试验方法是使用浸锡。在这种方法中,将待测试的PCB样品浸入已熔化的焊料中(通常是焊锡波浪),然后通过视觉检查焊盘的润湿和覆盖程度来评估其可焊性。
3、焊盘直径和间距,IPC焊盘直径应大于元件引脚直径的5倍,焊盘间距应大于元件引脚直径的25倍,这可以确保焊盘能够完全覆盖元件引脚,并提供足够的间距以避免短路。
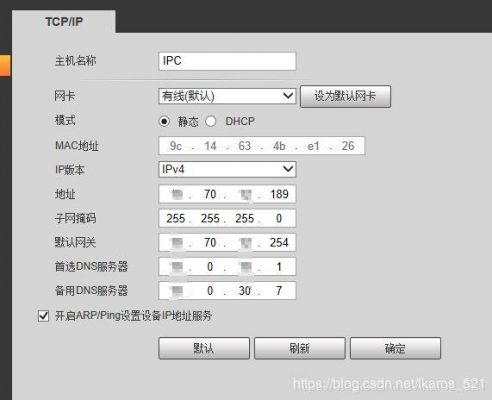
ipc对snt焊接温度参数规定是多少
1、们现在用的温度的 380 +、- 10度 。问这个问题的原由是因为焊接后有锡珠。后来发现根本没有办法杜绝,前期只能按IPC 标准分选 ,后来发现在焊盘的配合设计进行检讨后可以有效的降低锡珠。 希望对其它朋友有帮助。
2、对于SMT加工来说,焊接温度的把握是很重要的。一般来说手工焊接温度应该保持在240—280度标准范围之内,设置温度与电烙铁温度之差应该尽量小。
3、IPC-4101刚性多层印制线路板的基材规范。它主要指定了电路板的材料、尺寸、厚度和表面处理等要求。因为电路板焊接温度较高,因此对于温度有好几个方面的标准。
4、对于普通的Sn-Pb焊料,因为焊接温度较低,一般的FR-4基材能够满足要求,所以在原来的标准中对印制板的基材没有此项性能要求。
5、一般而言,焊缝层间温度控制在200-250 以下。高镍合金的层间温度是60度,奥氏体不锈钢一般控制在150度左右,甚至更低,这主要看合金钢的质量分数而定。层间温度是道间温度的别称。
6、焊接可靠性质检:⒈ 温度循环:应遵循IPC-SM-785 《表面贴装焊接件的加速可靠性测试指南》进行测试。⒉封装剪切:作为生产工艺的一部分,应在封装时收集焊接凸起的剪切数据,以确保焊球(solder ball)与封装紧密结合。
ipc对引脚外露高度的要求
ipc610引脚长度为5mm。在IPC-A-610F中二级要求支撑孔最大引脚伸出长度为5毫米,这样的话,不会有短路危险。
IPC3级要求是5。插件后焊的元件焊点面管脚长度要求为IPC3级要求是5,但是也要看实际引脚大小,还有整体产品设计要求,焊接后引脚指引线末端的一段,通过软钎焊使这一段与印制板上的焊盘共同形成焊点。
IPC-SM-770 印制板组件装配规范,包括表面安装和穿孔安装的设计要求。
它要求侧面焊点长度最少为引脚长度L的75%。
具体的生产工艺及设备水平有关系,当然IPC的标准里应该有,不过那个挻麻烦,有个简单的办法,在PCB设计软件中找一个标准库中的IC,插针pin尺寸小于40mil(比如直径20mil)。
照明环境的需求:夜晚使用监控摄影机时,为了避免反射和阴影,通常需要照明设备,可使用红外线照明灯;要想夜晚监控也到位,就得用夜视效果好的IPC。夜视距离主要由红外灯数量决定。
对矩型SMT元件.焊接合格标准是什么?
对矩形片状电容来说,采用外观较大的,如1206型,焊接时容易,但因焊接温度不匀,容易出现裂纹和其它热损伤;采用外观较小的,如0805型,虽焊接较困难,但不易出现裂纹和热损伤,可靠性较高。
孔径大小要求符合设计要求,合理美观。SMT贴片加工基本工艺包括有丝印(点胶)、贴装(固化)、回流焊接、清洗、检测等,加工过程复杂繁琐,为保证产品质量合格,就需要按要求进行检验。
(2)靠增加接触面积来加快传热 加热时,应该让焊件需要焊锡浸润的各部分均匀受热,而不是仅仅加热焊件的一部分,更不要采用烙铁对焊件增加压力的办法,以免造成损坏或不易觉察的隐患。
正常最小电气间隙=元器件超出焊盘的尺寸值+20UM 还有一种以焊接位置的1/2来算 4. 焊接零件外观检验规范:序号 检验项目 检验标准 不良图示 1 缺件 FPC上应焊接零件焊盘处不能有未焊接零件或零件脱落不良现象。
到此,以上就是小编对于smt的ipc标准的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏