本篇目录:
- 1、如何正确设定回流炉温度曲线
- 2、SMT回流焊曲线怎么看.详细一点哈,多少温度需要多少时间8温区的_百度...
- 3、12温区回流焊温度曲线
- 4、怎样设定锡膏回流温度曲线
- 5、如何设定回流焊温度曲线
- 6、如何判定回流焊温度曲线图正常
如何正确设定回流炉温度曲线
无铅回流曲线关键参数(田村焊膏):1)温度设置 A:20-30℃ B:130-140℃ C:180-190℃ D:230-240℃。2)时间设置 A→B:40-60s;B→C(D部分):60-120s;超过220℃(E部分):20-40s。
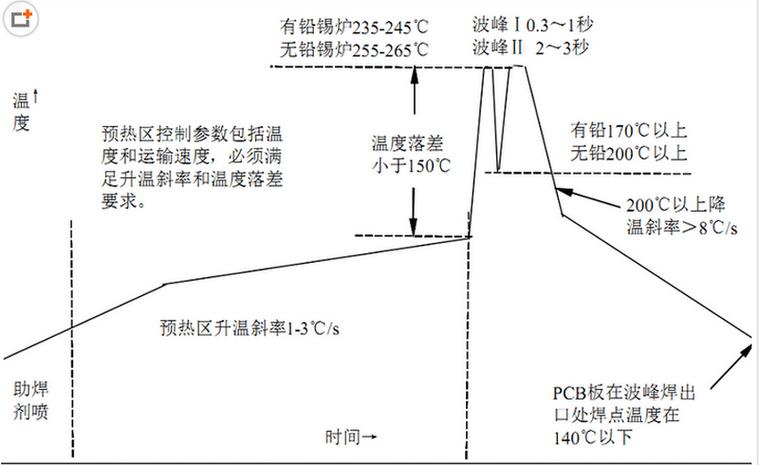
第二个功能是,允许助焊剂活性化,挥发性的物质从锡膏中挥发。一般普遍的活性温度范围是120~150°C,如果活性区的温度设定太高,助焊剂没有足够的时间活性化,温度曲线的斜率是一个向上递增的斜率。
-图1")
如果是7温区的话,可参考以下设置:160、170、17180、190、2242如果LED灯珠是硅胶透镜,可以用BI58SN42锡膏,最高温度225摄氏度。如果是PC透镜,根本不能用回流焊。转载自广晟德科技网站。
SMT回流焊曲线怎么看.详细一点哈,多少温度需要多少时间8温区的_百度...
1、八温区温度及时间:温区一:148度;温区二:180度;温区三:183度;温区四:168度;温区五:174度;温区六:198度;温区七:240度;温区八:252度;运输速度:0.6m/min;超温报警设置10度。
2、八温区温度及时间:温区一:148度;温区二:180度;温区三:183度;温区四:168度;温区五:174度;温区六:198度;温区七:240度;温区八:252度;运输速度:0.6m/min;超温报警设置10度。
-图2")
3、回流区的高温度是245度,低温度为200度,达到峰值的时间大概是35/s左右;回流区的升温 率为:45度/35s=3度/s 按照(如何正确的设定温度曲线)可知:此温度曲线达到峰值的时间太长。
12温区回流焊温度曲线
1、回流温度曲线关键参数:无铅回流曲线关键参数(田村焊膏):1)温度设置 A:20-30℃ B:130-140℃ C:180-190℃ D:230-240℃。2)时间设置 A→B:40-60s;B→C(D部分):60-120s;超过220℃(E部分):20-40s。
2、八温区温度及时间:温区一:148度;温区二:180度;温区三:183度;温区四:168度;温区五:174度;温区六:198度;温区七:240度;温区八:252度;运输速度:0.6m/min;超温报警设置10度。
-图3")
3、回流焊实际测量温度和回流焊设置温度是有一定温差的。实际上无铅回流焊高焊接温度是245度。回流焊的温度设置好根据锡膏厂提供的温度曲线和实际的焊接产品来设置。
怎样设定锡膏回流温度曲线
然后根据工艺窗口对温度进行调整,然后使用KIC测温仪测试工艺曲线,确保设定温度符合工艺窗口,当我们在测试过程中就能够获得这组数据并进行工艺分析是否能够满足当前产品的工艺窗口要求。
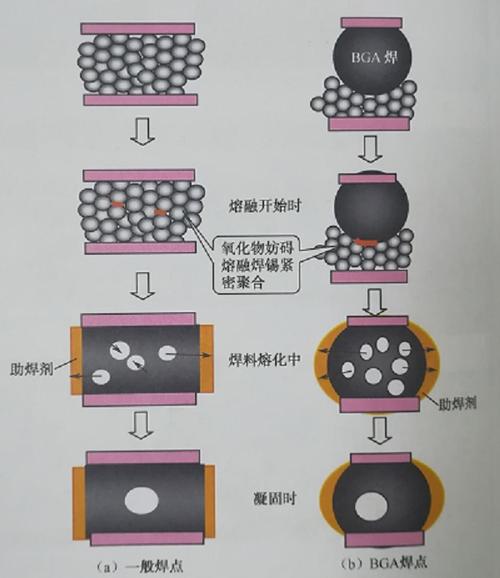
冷却区,离开回焊区后,基板进入冷却区,控制焊点的冷却速度也十分重要,焊点强度会随冷却速率增加而增加。有铅锡膏Sn63/Pb37熔点为183°C。理想的冷却区曲线应该是和回流区曲线成镜像关系。
你没用炉温测试仪测曲线?温区的温度设置要看测出来的曲线来调整是比较接近实际情况的。看你这么急,根据经验给你一个大概的范围吧,自己根据实际情况加减,只能慢慢摸索了。
前面两个温度怎么设置的这么高啊,前面是预热区,不要设那么高的温度。你们哪里买的焊锡膏,供应商应该会给你们炉温曲线的,你可以按照炉温曲线来设置。如果没有的话,我可以给你我公司的炉温曲线图。
一般是预热温度在115℃的时间约60-150 秒,熔锡温度153-185℃之间的时间约30-60秒。回流焊温度设定应以具体产品要求适当调整就好的。
如何设定回流焊温度曲线
也就是各加热器的设定温度。然后,我们再调整网带的速度,使PCB进入温室到离开温室的时间和回流焊的标准曲线要求的时间一致,这样PCB板通过各传感器的时间和温度用曲线连接起来就符合回流焊的标准的温度曲线了。
如果是7温区的话,可参考以下设置:160、170、17180、190、2242如果LED灯珠是硅胶透镜,可以用BI58SN42锡膏,最高温度225摄氏度。如果是PC透镜,根本不能用回流焊。转载自广晟德科技网站。
然后根据工艺窗口对温度进行调整,然后使用KIC测温仪测试工艺曲线,确保设定温度符合工艺窗口,当我们在测试过程中就能够获得这组数据并进行工艺分析是否能够满足当前产品的工艺窗口要求。
冷却区,离开回焊区后,基板进入冷却区,控制焊点的冷却速度也十分重要,焊点强度会随冷却速率增加而增加。有铅锡膏sn63/pb37熔点为183°c。理想的冷却区曲线应该是和回流区曲线成镜像关系。
你没用炉温测试仪测曲线?温区的温度设置要看测出来的曲线来调整是比较接近实际情况的。看你这么急,根据经验给你一个大概的范围吧,自己根据实际情况加减,只能慢慢摸索了。
如何判定回流焊温度曲线图正常
1、直接使用KIC测温仪,测试完成后KIC软件能够直接把结果和数据分析出来,如果测试不合格有问题,KIC也能够直接告诉你如何设置温度,然后获得一个合格的曲线,并能够让小学生级别人员快速判断曲线是否合格。
2、八温区温度及时间:温区一:148度;温区二:180度;温区三:183度;温区四:168度;温区五:174度;温区六:198度;温区七:240度;温区八:252度;运输速度:0.6m/min;超温报警设置10度。
3、温度曲线的建立 温度曲线是指duSMA通过回流炉时SMA上某一点的温度随ZHI时间的变化。温度曲线提供了一种直观的方法来分析构件在整个回流焊过程中的温度变化。
4、\x0d\x0a第回流焊在回流阶段的温度曲线设置: \x0d\x0a回流曲线的峰值温度通常是由焊锡的熔点温度、组装基板和元件的耐热温度决定的。
5、因此,我们怎样利用回流焊的不同的加热器使PCB上的温度变化符合标准要求的温度曲线,这就是回流焊温度曲线的整定。
6、要求:最高温度:215~235℃ 时间:183℃以上60~90秒,200℃以上20~40秒。若峰值温度过高或回焊时间过长,可能会导致焊点变暗、助焊剂残留物碳化变色、元器件受损等。
到此,以上就是小编对于回流的标志的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏