本篇目录:
焊接检验标准
1、焊接质量检验标准:焊接材料应符合设计要求和有关标准的规定,应检查质量证明书及烘焙记录。焊工必须经考核合格,检查焊工相应施焊条件的合格证及考核日期。
2、焊接质量 GB6416-1986 影响焊接接头质量的技术因素:本标准适用于压力容器、钢结构、起重机械起重设备、船舶、工程机械、运输设备等。但是对于特定的产品,没有必要考虑所有的技术因素。
-图1")
3、焊接检验标准是:是否有漏焊,即应该焊接的焊点没有焊上。焊点的光泽好不好。焊点的焊料足不足。焊点的周围是否有残留的焊剂。有没有连焊、焊盘有滑脱落。焊点有没有裂纹。
钢筋焊接及验收规范介绍
钢筋焊接接头或焊接制品应按检验批进行质量检验与验收。质量检验时,应包括外观检查和力学性能检验。钢筋的焊接工艺不同,质量检验的要求也不同。
钢筋焊接验收规范是怎样的?纵向受力钢筋焊接接头,包括闪光对焊接头、电弧焊接头、电渣压力焊接头、气压焊接头。主要检查接头的连接方式和力学性能。接头连接方式主要通过观察来检查,它应符合设计要求并全数检查。
-图2")
各种钢筋焊接接头的外观质量要求很多,其中有两点是共同的:①接头轴线偏差(偏心);②关节弯曲角度。这两个项目的指标在本次标准修订中进行了修订: (1)原规程JGJ18—2003规定钢筋焊接接头轴线偏差不大于钢筋直径的0.1倍,且不大于2mm。
国家焊接标准最新规范
1、x射线探伤应符合现行国家标准《钢熔化焊对接接头射线照相及质量分级》(GB 3323),射线照相质量等级应符合AB类要求。
2、焊接国家标准有:焊接质量 GB6416-1986:影响钢熔化焊接头质量的技术因素:本标准适用于压力容器、钢结构、起重机提升设备、船舶、工程机械、运输设备等的刚融化焊接头。所列举的技术因素作为审查项目来使用。
-图3")
3、电焊二国标是指中国国家标准《钢制焊接构件》(GB/T 12463-2005)中规定的电焊连接的二级质量要求标准,也称为焊接二级标准。
4、焊接工艺评定标准规范如下:评定施焊单位是否有能力焊出符合相关国家或行业标准、技术规范所要求的焊接接头。验证施焊单位所拟订的焊接工艺指导书是否正确。
5、根据中国《钢结构工程施工质量验收规范》(GB 50205-2001)的要求,钢结构主梁和柱子的焊接应符合以下规范:焊接材料选择:应选择符合设计要求和现行国家标准的焊条、焊丝及保护气体等。
6、钢结构焊接规范:为在钢结构焊接中贯彻执行国家的技术经济政策,做到技术先进、经济合理、安全适用、确保质量,制定本规范。
焊接工程质量验收有哪两种验收标准
材料的验收,包括钢板、型钢、焊材等材料的来料验收,对材料的尺寸、外观、表面质量等进行检测,确保材料的质量符合要求。焊接工艺的验收,包括焊接工艺的规范性、焊缝的质量等方面的检测,以确保焊接质量符合标准。
钢筋焊接接头或焊接制品(焊接骨架、焊接网)质量检验与验收应按现行国家标准《混凝土结构工程施工质量验收规范》GB50204中的基本规定和《钢筋焊接及验收规范》有关规定执行。钢筋焊接接头或焊接制品应按检验批进行质量检验与验收。
焊接材料应符合设计要求和有关标准的规定,应检查质量证明书和烘烤记录。 焊工必须经过考试,检查焊工相应证书的焊接条件和考试日期。 ⅰ、ⅱ类焊缝必须经探伤检查,并应符合设计要求和施工及验收规范的规定。检查焊缝的探伤报告。
焊接件验收,主要分内外,内就一点,探伤!外吗就多了,第一先看是否有咬边,焊道成型是否规整,有无过度打磨伤及母材现象,二,焊脚高度是否符合标准,飞溅是否清理干净。三。
电渣压力焊接头验收规范要求如下:四周焊包凸出钢筋表面的高度不得小于4mm;钢筋与电极接触处,应无烧伤缺陷;接头处弯折角不得大于3°;接头处的轴线偏移不得大于钢筋直径的0.1倍,且不得大于2mm。
对焊接头的钢筋,先试验焊工焊接质量,然后按《规范》的要求抽取样品进行焊接试件检验,对不合格焊接试件要按要求加倍取样检验,确保焊接接头质量达标。(3)对钢筋保护层按设计要求验收。
如何判断光耦好坏(网上收集)
指针向右偏转角度越大,说明光耦的光电转换效率越高,即传输比越高,反之越低;若表针不动,则说明光耦已损坏。光电效应判断法仍以EL817光耦合器的检测为例,检测电路如图2所示。
检测光耦的好坏,可以在板带电的情况下,测输入驱动波形和输出驱动波形:如果仅有输入没有输出,那光耦肯定有问题;如果输入和输出波形都有,那就说明光耦没问题。这时可以查电源和驱动信号是否正常等等。
外观检查。首先,查看光耦的外观是否完好无损。注意检查光耦的引脚是否弯曲或断裂,并确保没有氧化或腐蚀现象。此外,还应检查光耦的封装是否完整,没有裂纹或损坏。电气性能测试。
方法1:在1,2两脚穿接一个LED灯并连上低压电源。在另一端量测电阻值,有值。断开电源后无穷大则代表光耦是好的。否则是坏的。
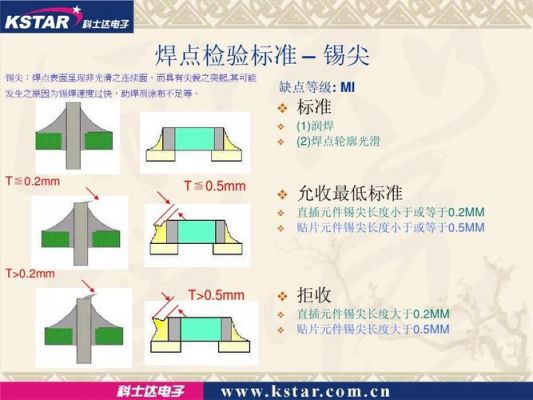
对矩型SMT元件.焊接合格标准是什么?
1、对矩形片状电容来说,采用外观较大的,如1206型,焊接时容易,但因焊接温度不匀,容易出现裂纹和其它热损伤;采用外观较小的,如0805型,虽焊接较困难,但不易出现裂纹和热损伤,可靠性较高。
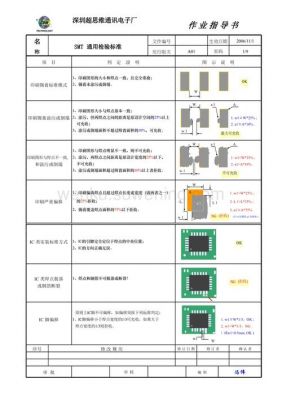
2、偏移、印反、印偏、重影等;孔径大小要求符合设计要求,合理美观。SMT贴片加工基本工艺包括有丝印(点胶)、贴装(固化)、回流焊接、清洗、检测等,加工过程复杂繁琐,为保证产品质量合格,就需要按要求进行检验。
3、正常最小电气间隙=元器件超出焊盘的尺寸值+20UM 还有一种以焊接位置的1/2来算 4. 焊接零件外观检验规范:序号 检验项目 检验标准 不良图示 1 缺件 FPC上应焊接零件焊盘处不能有未焊接零件或零件脱落不良现象。
4、过量的焊锡不但无必要地消耗较贵的锡,而且还增加焊接时间,降低工作速度。更为严重的是,过量的锡很容易造成不易觉察的短路故障。焊锡过少也不能形成牢固的结合,同样是不利的。
5、尺寸超出允许偏差:对焊缝长宽、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。
到此,以上就是小编对于贴片光耦怎么焊接的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏