本篇目录:
如何检测焊锡槽中锡的成分,焊锡槽中锡的成分标准是多少
用烤箱加热熔化锡条去测试锡条的熔点,根据熔点判断含锡量多少。
锡;铜;铁;砷;锌;铝;等。其中3-6项作为次要的组成成分,其占有比例已按照焊锡行业通用制定,无铅锡条生产厂必须严格控制这些杂质含量,以帮助客户达到较好的上锡效果。
-图1")
国标63/37焊锡丝含锡量:65% ~ 65%,而普通63/37焊锡丝的含锡量则很难说了,各个供应商的标准不相同,有些是60%左右,有些是57%左右,有些是52%左右,有些是47%左右等等。
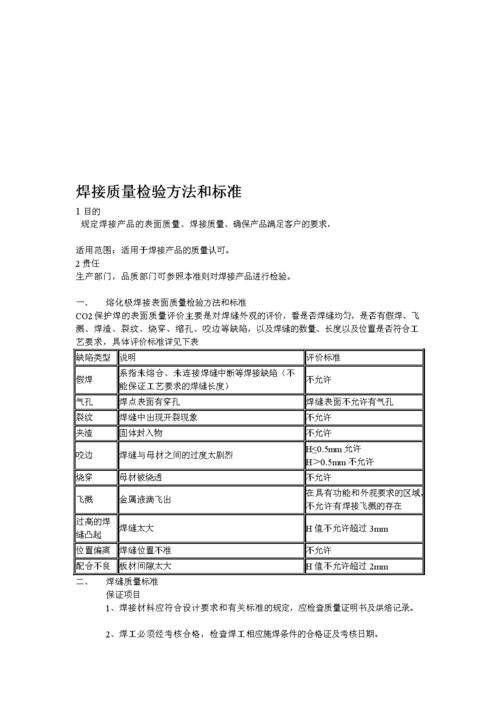
FPC关于SMT焊接质量标准
1、.扁平焊片引脚偏移的允收标准是:不超过其元件或焊盘宽度(其中较小者)的25%,不违反最小电气间隙。2.末端焊点宽度最小为元件引脚可焊端宽度的75%。3.最小焊点高度为正常润湿。
2、焊缝表面一级和二级焊缝不得有裂纹、焊瘤、烧穿、弧坑等缺陷。二级焊缝不得有表面气孔夹渣、弧坑、裂纹、电焊擦伤等缺陷,且一级焊缝不得有咬边,未焊满等缺陷。
-图2")
3、根据百科网查询smt少锡标准以偏位:不超出元件焊接端(长、宽)的1/4。
4、锡膏印刷:采用小型半自动印刷机印刷,也可手动印刷,但是手动印刷质量比比自动印刷要差。2。SMT加工中贴装:一般可采用手工贴装,位置精度高一些的个别元件也可采用手动贴片机贴装。3。
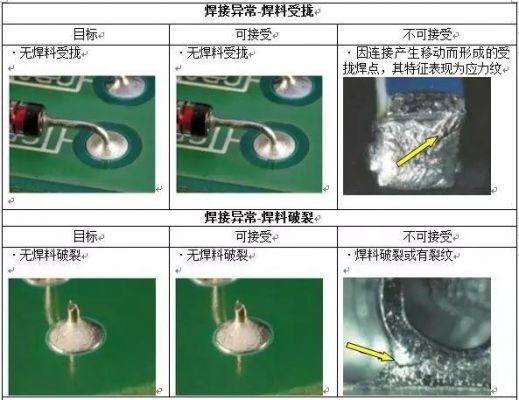
5、对矩形片状电容来说,采用外观较大的,如1206型,焊接时容易,但因焊接温度不匀,容易出现裂纹和其它热损伤;采用外观较小的,如0805型,虽焊接较困难,但不易出现裂纹和热损伤,可靠性较高。
-图3")
6、而山寨版LED灯带的焊点焊锡量不均匀,多呈一个圆点包住焊脚,同时会有不同程度的锡尖出现,这是手工焊接的典型现象。
手工焊锡行业标准良率是多少
你说的是有铅锡吧,如果是240-250度良率较高。
手工焊锡损耗1克到10克。尽管焊锡很贵,但焊接用量不大,100平方厘米用锡量从1克到10克或更多不等,主要看PCB板焊点多少、大小,操作水平等影响差别很大。
≤5 mg/m3。焊锡废气处理达标执行标准:排放达标标准:《大气污染物排放限值》第二时段二级标准:即:锡及其化合物≤5 mg/m3。适用符合ISO1400国际通用标准。
%以上。机加工一次性合格率至少达95%以上才算标准,而另5%返工返修达4%以上,确保出库合格率100%;而对于大的配件一次性合格率基本上是100%。
Sn97Ag3(锡97%、银3%) 。还有低温无铅锡条Sn42Bi58(锡42%、铋58%)等等。现在通过欧盟ROHS/索尼REACH标准的也都是环保无铅锡条。
电路板焊接元器件质量检验标准是什么
外观检查:采用5倍放大镜对焊缝表面进行外观检查,不得有裂纹、气孔、夹渣、未焊透,未焊满等缺陷;不锈钢及低温钢不允许有咬边,碳钢及低合金钢类焊缝咬边尺寸应符合标准要求,错边量应记录。
电路板检验标准 1.范围适用于移动手机HDI电路板的来料检验。2.抽样方案按GB2821-2003,一般检查水平II级进行检验。3.检验依据原材料技术规格书、检验样品。4.合格质量水平按AQL值:A类=0.01,B类=0.65,C类=5。
焊缝外观技术质量标准。焊缝鱼鳞焊波光滑美观,焊缝高低、宽窄一致。焊缝金属向母材金属应圆滑过渡。焊缝不允许存在咬边、焊瘤、弧坑、表面气孔、表面裂纹等缺陷。焊缝内部技术质量标准。
物理检查:对PCBA外观进行检查,包括焊接质量、组件安装位置、防护措施等。确保PCBA的组装质量和外观符合预期要求。 电气测试:通过对特定电路、元件或接口进行电气测试,验证PCBA的电气性能是否满足规格要求。
到此,以上就是小编对于焊锡点的质量要求的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏