本篇目录:
波峰焊接都需要考虑哪些因素?
1、防电:任何人禁止接触波峰焊电源或打开电源后盖。
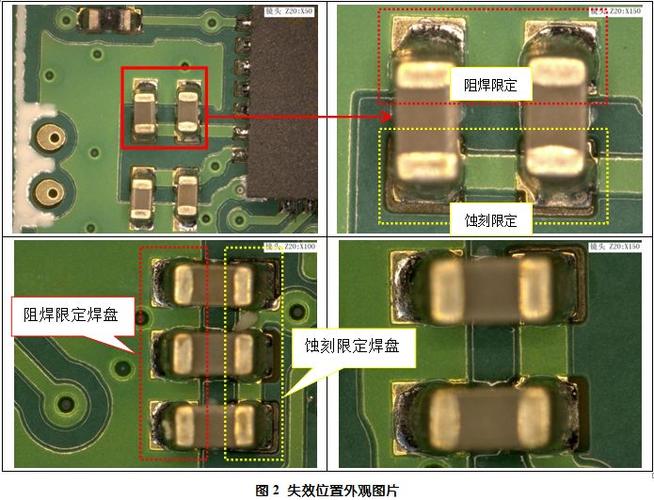
2、原因:波温度过低,波不稳,波高度或焊接高度太低,焊接坐标设置错误都会导致少锡。修正坐标,清洁锡嘴,提高焊接温度,提高波或焊接高度可以解决。
-图1")
3、波峰焊是将熔化的焊料,经电动泵或电磁泵喷流成设计要求的焊料波,使预先装有电子元器件的印制板经过焊料波,完成元器件焊端或引脚与印制板焊盘间机械与电气衔接的软钎焊。
4、虚焊是焊点处只有少量的锡焊住,造成接触不良,时通时断。
5、多数在63/37焊接中使用的焊剂在无铅时孔填都不适用,因为没有考虑增加焊剂量或使用较长的接触时间。为63/37系统设计的焊剂虽然也能工作,但传送带速度应不得不完全下降,从而对产量产生影响。
-图2")
6、很多工厂能省则省。耗电量较小的波峰焊设备可以很好地节省工厂开销。根据焊接品质:焊接品质是决定PCBA加工板质量的主要因素,波峰焊设备的焊接质量通常是工厂最为看重的,它是工厂赖以生存的主要利润来源。等等。
波峰焊纯锡标准焊接温度是多少
标准有铅锡条:一般用的63/37的锡条,60/40锡条,63/37锡条的熔点183度左右,一波温度在230为佳。
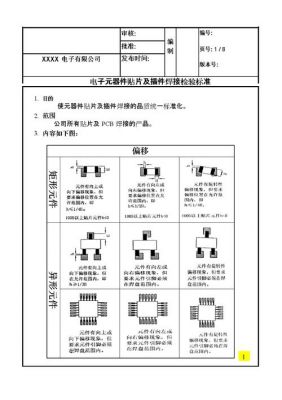
波峰焊的预热温度要求一般在90-120度,焊接温度245度左右。PCB的浸锡时间2-5秒。预热温度升温斜率≦5度/S。波峰焊设备厂家一般都会做工艺指导和培训,不同的产品温度设置稍有差别。
-图3")
常用焊锡熔点是183℃。电容等元器件都是在235℃到255℃左右的温度区间里焊接的。我们通常说的焊锡是指锡铅或者锡银铜的焊锡合金,正常情况下,锡的熔点是239℃。
定义:焊点预热温度均指产品上的实践温度,波峰焊预热温度设定值以获得合格波峰焊曲线时 设定温度为准。
波峰焊锡炉铁含量标准
当铜大于0.8%,铁大于0.05%后就会产生大量的锡渣,从而影响线路板上锡不良。波炉的作业温度过高。 温度过高也是产生渣多的原因。温度过高会使铜、铁元素更容易超标。
波峰焊用的锡条一般为无铅锡条,也可用有铅锡条,但是有铅锡条的含锡量需要达到50%以上。答案由双智利锡条提供。
有铅波峰焊锡炉温度操控在245±5℃,测温曲线 PCB 板上焊点温度的最低值为 215; 无铅锡炉温度操控在 265±5℃,PCB 板上焊点温度最低值为 235℃。
使用波峰焊锡炉焊接所需要的锡条数量取决于你要焊接的物体的大小,以及你想要达到的焊接效果。一般来说,需要按照焊接部分的面积来计算,每平方厘米使用2-3克锡条。
分析波峰焊的温度曲线以及每段温度曲线的工艺作用。波峰焊温度曲线标准是什么。波峰焊锡炉温度。从波峰焊的温度曲线图可以看出炉各段预热的状况,也可以根据曲线判断板子故障的原因。
波峰焊接的温度调节取决于焊点形成合金层所需要的温度,适当高的焊料温度可以保证焊料有良好的流动性。焊接温度需要定期定时检查,当有明显的焊接缺陷大量出现时,必须要先来检查锡炉的温度,看其是否出现了较大偏差。
波峰焊焊接的温度?
波峰焊的预热温度:一般预热温度为130~150℃,预热时间为1~3min。预热温度控制得好,可防止虚焊、拉和桥接,减小焊料波对基板的热冲击,有效地解决焊接过程中PCB板翘曲、分层和变形问题。
波峰焊的预热温度要求一般在90-120度,焊接温度245度左右。PCB的浸锡时间2-5秒。预热温度升温斜率≦5度/S。波峰焊设备厂家一般都会做工艺指导和培训,不同的产品温度设置稍有差别。
有铅波峰焊锡炉温度操控在245±5℃,测温曲线 PCB 板上焊点温度的最低值为 215; 无铅锡炉温度操控在 265±5℃,PCB 板上焊点温度最低值为 235℃。
到此,以上就是小编对于波峰焊锡成分的标准的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏