本篇目录:
- 1、一二三级焊缝划分标准
- 2、什么样的焊接才算质量好的焊接?
- 3、焊接检验标准
- 4、钢筋焊接标准
一二三级焊缝划分标准
一二三级焊缝划分标准:根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况划分。 一级焊缝:不得存在未焊满、根部收缩、咬边和接头不良等缺陷,不得存在表面气孔、夹渣、裂纹和电弧擦伤等缺陷。
焊缝检测的要求分为三个等级:一级、二级、三级;焊接检测标准见下文。焊缝检测要求 一级焊缝要求对每条焊缝长度的100%进行超声波探伤。二级焊缝要求对每条焊缝长度的20%进行抽检,且不小于200mm进行超声波探伤。
-图1")
一级焊缝要求对‘每条焊缝长度的100%’进行超声波探伤;二级焊缝要求对‘每条焊缝长度的20%’进行抽检,且不小于200mm进行超声波探伤。
一二三级焊缝的区分方法如下:焊缝外形均匀,焊道与焊道、焊道与基本金属之间过渡平滑,焊渣和飞溅物清除干净。Ⅰ、Ⅱ级焊缝不允许。Ⅲ级焊缝每50mm长度焊缝内允许直径≤0.4t。且≤3mm,气孔2个。
一二三级焊缝区分方法如下:焊缝外形均匀,焊道与焊道、焊道与基本金属之间过渡平滑,焊渣和飞溅物清除干净。Ⅰ、Ⅱ级焊缝不允许。Ⅲ级焊缝每50mm长度焊缝内允许直径≤0.4t。且≤3mm,气孔2个。气孔间距≤6倍孔径。
-图2")
什么样的焊接才算质量好的焊接?
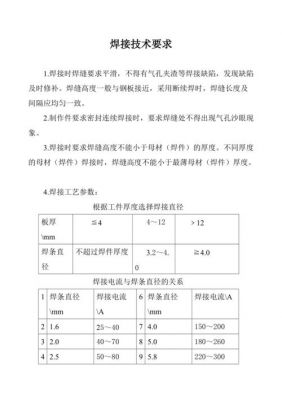
1、一般焊接技术的好坏如果用眼睛直接看,那就是做外观评定(VT),焊缝表面成型良好,无气孔,起楞,夹渣等缺陷就算不错了。焊缝内部缺欠需要借助仪器去检测,例如做金相,射线,宏观断口试验等。
2、焊接的观感质量检查主要看以下几个表面质量表面不得有裂纹、未熔合、气孔、夹渣、飞溅存在。咬边现象不得有咬边现象。焊缝高度焊缝表面不得低于管道表面,焊缝余高Δh≤1+0.2b1,且不大于3mm。
3、一级焊缝质量要求焊缝不得存在未满焊、根部收缩、咬边和接头不良的等缺陷。一级和二级焊缝不得存在表面气孔、夹渣、裂纹和电弧擦伤等缺陷。三级焊缝只要符合上述二级外观相对略低一点的质量标准即可。
-图3")
焊接检验标准
焊接质量 GB6416-1986 影响焊接接头质量的技术因素:本标准适用于压力容器、钢结构、起重机械起重设备、船舶、工程机械、运输设备等。但是对于特定的产品,没有必要考虑所有的技术因素。
.扁平焊片引脚偏移的允收标准是:不超过其元件或焊盘宽度(其中较小者)的25%,不违反最小电气间隙。2.末端焊点宽度最小为元件引脚可焊端宽度的75%。3.最小焊点高度为正常润湿。
焊接质量检验标准:焊接材料应符合设计要求和有关标准的规定,应检查质量证明书及烘焙记录。焊工必须经考核合格,检查焊工相应施焊条件的合格证及考核日期。
焊缝检测的标准是:春乎Ⅰ、Ⅱ级焊缝必须经探伤检验,并应符合设计要求和施工及验收规范的规定,检查焊缝探伤报告。Ⅰ、Ⅱ级焊缝不得有裂纹、焊瘤、烧穿、弧坑等缺陷。
焊接检验标准是:是否有漏焊,即应该焊接的焊点没有焊上。焊点的光泽好不好。焊点的焊料足不足。焊点的周围是否有残留的焊剂。有没有连焊、焊盘有滑脱落。焊点有没有裂纹。
焊接质量检验标准 焊接在电子产品装配过程中是一项很重要的技术,也是制造电子产品的重要环节之一。焊缝的技术质量标准 焊缝外观技术质量标准。焊缝鱼鳞焊波光滑美观,焊缝高低、宽窄一致。焊缝金属向母材金属应圆滑过渡。
钢筋焊接标准
1、焊接时,引弧应在垫板、帮条或形成焊缝的部位进行,不得烧伤主筋;焊接地线与钢筋应接触紧密;焊接过程中应及时清渣,焊缝表面应光滑,焊缝余高应平缓过渡,弧坑应填满。
2、钢筋焊接的规范要求:接头应尽量设置在受力较小处,应避开结构受力较大的关键部位。抗震设计时避开梁端、柱端箍筋加密范围,如必须在该区域连接,则应采用机械连接或焊接。
3、二级钢以上的钢筋,焊接的最小直径为16以上,也就是说18的可以焊,16及以下不能焊。
4、首先,钢筋搭接的长度应符合国家标准,根据钢筋直径和受力情况确定长度。一般来说,钢筋搭接长度应不小于25倍钢筋直径,同时应考虑到受力部位的要求。其次,双面焊接的长度也有规定。
到此,以上就是小编对于焊接标准图的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏