本篇目录:
- 1、PCB贴片手工吹焊如何上锡要做钢网先上焊锡膏吗?哪焊锡怎么上PCB板?
- 2、smt少锡标准
- 3、焊锡锡点标准
- 4、smt贴片加工对锡膏有哪些要求
- 5、smt元件焊接爬锡标准
- 6、SMT贴片焊点的填锡、锡柱、锡面有什么要求?
PCB贴片手工吹焊如何上锡要做钢网先上焊锡膏吗?哪焊锡怎么上PCB板?
)需要准备焊锡丝、烙铁/焊炉等工具、PCB板、元器件和热缩管等材料。2)将元器件放置在PCB板的对应位置上,根据元器件引脚的形状和排列方式放置。3)用手持烙铁或焊炉加热元器件引脚和PCB板上焊盘,使其热化。
准备工作:- 确保焊接环境通风良好,避免有毒气体的吸入。- 准备所需的焊接工具和材料,包括焊台、焊锡丝、助焊剂、吸锡线、镊子等。- 清洁 PCB 表面,确保无灰尘或污渍。
-图1")
方法是这样:首先做一块钢网(钢网的做法是:用一块薄的钢板,在PCB要加锡的对应焊盘位置钻同样大小的孔,再在钢板的四周加上铝框,以方便固定及使用)。钢网有专门的厂家做。
d. 贴装:自动贴片机将元件使用预先涂覆的焊粘剂,将其粘贴在PCB板上。 跳线和焊接:对于部分元件,可能需要进行跳线或手工焊接。
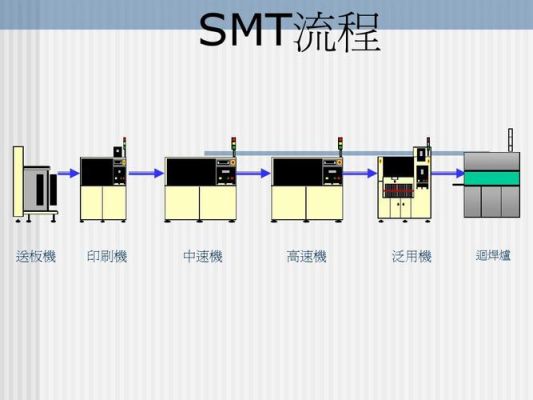
丝印:将锡膏或贴片胶漏印到PCB的焊盘上,为元器件的焊接做准备。所用设备为(钢网印刷机),位于SMT生产线的最前端。
-图2")
smt少锡标准
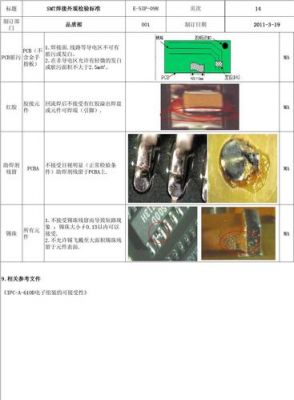
1、要求不怎么高的是1/2个焊盘或者零件焊端宽度或圆周,高一点的要求3/4以上。这里需要具体到各种零件去了,具体的查阅一下IPC吧,很详细的,最好是将其转化为本公司适用的标准。
2、锡盖住铜箔面极超过80%,且焊锡高度在0.5mm以上。连接器锡少是焊锡时因为焊料少或上锡不好造成的,标准是锡盖住铜箔面极超过80%,且焊锡高度在0.5mm以上。
3、标准的锡点:(1)锡点成内弧形 (2)锡点要圆满、光滑、无针孔、无松香渍 (3)要有线脚,而且线脚的长度要在1-2MM之间。(4)零件脚外形可见锡的流散性好。(5)锡将整个上锡位及零件脚包围。
-图3")
4、尽可能地降低焊锡温度;使用更多地助焊剂可以减少锡珠,但将导致更多的助焊剂残留;尽可能提高预热温度,但要遵循助焊剂预热参数,否 则助焊剂的活化期太短;更快的传送带速度也能减少锡珠。
5、制程需求锡量的多少。1)先设定整体焊盘的测试区间,在钢网厚度的基础上,上、下浮动50%(上限=钢网厚度X150%,下限=钢网厚度X50%),看实际检查效果。根据实际状况适当增大,减小。
6、板面温度不均,上高下低,锡膏下面先融化使锡散开,可适当降低下面温度。PAD或周围有测试孔,回流时锡膏流入测试孔。加热不均匀,使元件脚太热,导致锡膏被引上引脚,而PAD少锡。锡膏量不够。
焊锡锡点标准
有铅焊锡丝的熔点大概在183-256度左右,无铅焊锡丝的熔点大致在117-227度左右,具体的熔点根据类型的不同而略有差异。
我们通常说的焊锡是指锡铅或者锡银铜的焊锡合金,正常情况下,锡的熔点是239℃。
准备施焊 准备好焊锡丝和烙铁。此时特别强调的是烙铁头部要保持干净,即可以沾上焊锡(俗称吃锡)。
smt贴片加工对锡膏有哪些要求
必须储存在2~10℃的条件下。 要求使用前一天从冰箱取出锡膏(至少提前4小时),待锡膏达到室温后才能打开容器盖,防止水汽凝结。
根据环境保护要求选取,对无铅制程,则不可选取含铅的锡膏。
(1)按环保要求分为有铅锡膏与无铅锡膏(环保锡膏):(2)环保锡膏中只含有微量的铅,铅是对人休有害的物质,在对欧美出口的电子产品当中,对铅的含量要求物别严格。所以在SMT贴片加工中都会用无铅工艺。
SMT在电路板装联工艺中已占据了领先地位。典型的表面贴装工艺分为:施加焊锡膏---贴装元器件--回流焊接。
常规SMD贴装 特点:贴片元件数量少,对于贴片加工的精度要求不高,元件品种以电阻电容为主,或者有个别的 贴片过程:锡膏印刷:采用小型半自动印刷机印刷,也可手动印刷,但是手动印刷质量比比自动印刷要差。2。
靖邦科技的经验:印刷锡膏:将锡膏用钢网漏印到PCB板需要焊接电子元件SMD的焊盘上,为元器件的焊接做准备。所用设备为丝印机(印刷机),位于SMT贴片加工生产线的最前端。
smt元件焊接爬锡标准
1、元器件焊锡工艺要求:FPC板面应无影响外观的锡膏与异物和斑痕;元器件粘接位置应无影响外观与焊锡的松香或助焊剂和异物;元器件下方锡点形成良好,无异常拉丝或拉尖。
2、片式元器件侧面爬锡高度是0.1mm~0.3mm。根据查询相关公开信息显示,片式元器件侧面爬锡高度过高,会影响元器件的安装和封装。
3、(6)焊锡用量要适中 过量的焊锡不但无必要地消耗较贵的锡,而且还增加焊接时间,降低工作速度。更为严重的是,过量的锡很容易造成不易觉察的短路故障。焊锡过少也不能形成牢固的结合,同样是不利的。
4、不超过10毫米。焊点的高度根据焊的东西不一样,通常会有一点差距,导线爬锡高度在不超过10毫米,要求焊锡高度不少于元件可焊面的四分之一,不高于元件。
5、有较长的工作寿命,在smt贴片加工印刷或滴涂后通常要求能在常温下放置12—24小时,其性能保持不变。具有较好的焊接强度,确保不会因振动等因素出现元器件脱落。
6、接触面最大化但略小于焊盘这三个标准进行选择。温度设定不正确。温度也是焊接过程中一个重要因素,如果温度设定过高会导致焊盘翘起,焊料被过度加热以及损伤电路贴片。因此设定正确的温度对贴片加工的质量保证尤为重要。
SMT贴片焊点的填锡、锡柱、锡面有什么要求?
必须储存在2~10℃的条件下。 要求使用前一天从冰箱取出锡膏(至少提前4小时),待锡膏达到室温后才能打开容器盖,防止水汽凝结。
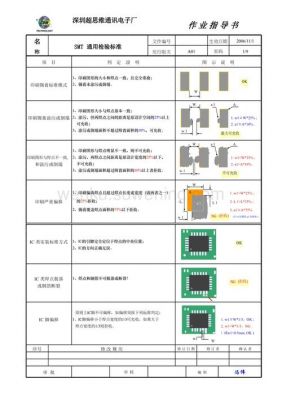
SMT贴片加工对产品的检验要求:印刷工艺品质要求:印刷锡浆的量要适中,能良好的粘贴,无少锡、锡浆过多现象;锡浆的位置居中,无明显的偏移,不可影响粘贴与焊锡效果;锡浆点成形良好,锡点饱满光滑,无连锡、凹凸不平状态。
SMT贴片技术的组装密度高、电子产品体积小、重量轻,贴片元件的体积和重量只有传统插装元件的1/10左右,一般采用SMT之后,电子产品体积缩小40%~60%,重量减轻60%~80%。可靠性高、抗震能力强。焊点缺陷率低。高频特性好。
在进行接插件焊接时,要将接头的尾部串线,然后剥线,大概8-10毫米左右的长度,切忌要保证护线没有损坏,否则需要继续剥线。
一般来说,SMT工厂只要求正确的PCB图纸(有工艺边、定位点)就可以了,象你说的这种情况,只要求贴片厂点胶上件不要焊接,跟业务说明就可以了。
组装密度高、电子产品体积小、重量轻,贴片元件的体积和重量只有传统插装元件的1/10左右,一般采用SMT之后,电子产品体积缩小40%~60%,重量减轻60%~80%。可靠性高、抗振能力强。焊点缺陷率低。高频特性好。减少了电磁和射频干扰。
到此,以上就是小编对于smt焊盘锡膏用量的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏