本篇目录:
电烙铁焊接技巧与步骤是什么?
1、要求焊点光滑圆润,不能有“虚焊”,焊锡的量要适中,不能过多或过少。
2、电烙铁焊接方法 在用烙铁前检查烙铁是否接地良好。在焊接前注意烙铁的功率是否和所焊点匹配。把烙铁头用海绵洗干净镀上锡。把所要焊接的元件擦干净镀上锡,然后焊上去,焊接时温度不要过高,时间不要过久。
-图1")
3、清洁和烙铁调节:- 使用沾有焊锡球的擦焊海绵或黄石擦拭烙铁尖端,去除旧的焊锡和污垢。- 将电烙铁加热到适当的温度。常用的温度范围是300-400摄氏度,适用于大多数电子元件的焊接。
4、首先将电烙铁插上电进行预热。将电容的针脚调整好,并插入印刷电路板。在电容针脚与电路板接触处涂上少量焊锡膏。将预热好的电烙铁的烙铁头压在针脚与电路板接触处片刻,使局部温度升高到锡丝熔点。
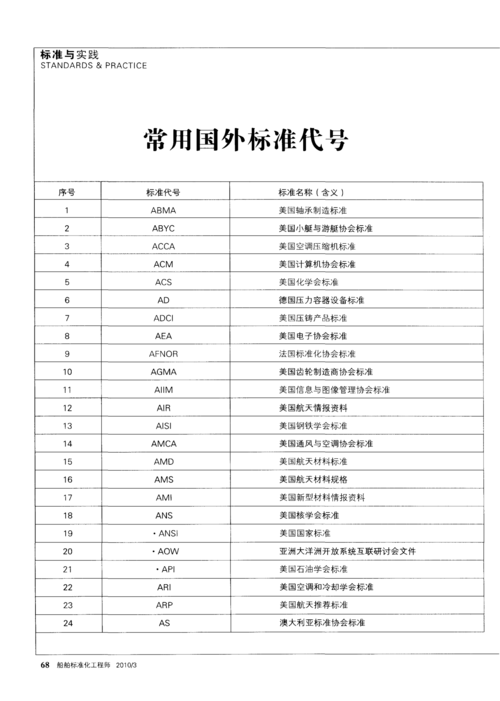
波峰焊切片标准
1、每个公司自己每一款pcb型号的标准参数都是不一样的。波峰焊钎料焊接的最佳温度是 钎料熔点+40度左右,比如sn-0.7cu熔点227+40=267度为最佳焊接温度。
-图2")
2、另外还有很多影响焊接质量的参数,但要视具体情况而定: 焊剂比重,涂覆技术,风速,纯度,波峰形状,时间,吃锡深度,风刀角度. 等等。
3、部品最高温度:170度以下,室外机190度以下 部品冷却:110度 45S以下 一波,二波焊锡温度:255度±5度。
4、波峰焊流程:将元件插入相应的元件孔中 →预涂助焊剂 → 预烘(温度90-1000C,长度1-2m) → 波峰焊(220-2400C) → 切除多余插件脚 → 检查。
-图3")
5、对于印制板的选择应要热变形小的,铜箔覆着力大的。由于表面组装的铜箔走线窄,焊盘小,若抗剥能力不足,焊盘易起皮脱落,一般选用环氧玻纤基板。
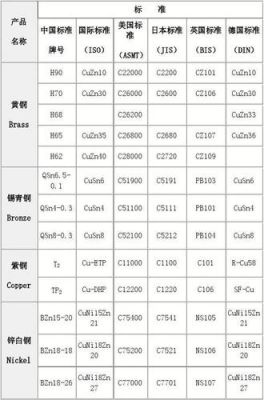
材料AISI304L等于国内什么材料
1、AISI304(奥氏体不锈钢)等于国内0Cr18Ni9钢。是在最初发明的18-8型奥氏体不锈钢的基础上发展演变的钢种,该钢是不锈钢的主体钢种,其产量约占不锈钢总产量的30%以上。
2、高温合金。相当于国内的0Cr18Ni9不锈钢。0Cr18Ni9作为不锈钢耐热钢使用最广泛,用于食品用设备,一般化工设备,原子能用工业设备。无磁性,有良好的低温性能。
3、L是一种常见的不锈钢材料,对应着国内的牌号06Cr19Ni10L。这种材料具有很强的耐腐蚀性能和加工性能,被广泛应用于压力容器、化工设备、纺织、食品加工、航空、建材等领域。
4、AISI 409 or AISI 439 对应中国的00Cr19Ni10不锈钢或者304L碳素钢。304L是超低碳不锈钢,碳含量降到0.03%以下,可避免晶间腐蚀,并且在理论上抗应力腐蚀的效果比304要强,但在实际应用中效果并不明显。
5、l不锈钢管是一种钢的编号的不锈钢钢管,它是属于国际不锈钢的标示方法,对应的中国牌号是00Cr19Ni10。304l不锈钢管也是低C的304钢,含碳量较低、在抗晶界腐蚀能力上优良、耐热性和加工能力不错等特性。
6、SUS304就是304不锈钢,简单的说SUS304就是304不锈钢。SUS是日本材料标准,304不锈钢是按照美国ASTM标准生产出来的不锈钢的一个牌号。
到此,以上就是小编对于焊接切片实验的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏