本篇目录:
- 1、焊锡锡点标准
- 2、电镀行业测试产品的标准是什么?
- 3、焊锡sgs环保认证标准
- 4、焊锡厚度标准
焊锡锡点标准
焊锡丝的熔点是183度。当锡的含量高于63%,溶化温度升高,强度降低。当锡的含量少于10%时,焊接强度差,接头发脆,焊料润滑能力变差。最理想的是共晶焊锡。在共晶温度下,焊锡由固体直接变成液体,无需经过半液体状态。
一般都为183度。一般来说,焊锡是由锡(融点232度)和铅(熔点327度)组成的合金。其中由锡63%和铅37%组成的焊锡被称为共晶焊锡,这种焊锡的熔点是183度。
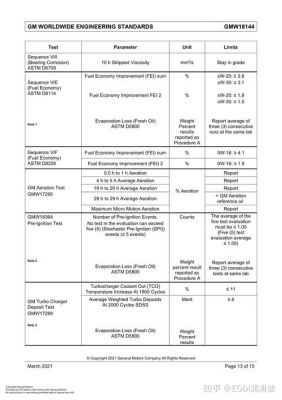
-图1")
厂内的锡点要求:当然如果能达到120%那是最好的。但是国际标准焊锡锡点标准为75%。
电镀行业测试产品的标准是什么?
电镀产品的检验验标准 电镀端子的检验是电镀完成后不可缺少的工作,只有检验合格的产品才能交给下一工序使用。
本标准适用于钢铁制品防腐蚀的热镀锌层。 本标准不适用于未加工成形的钢铁线材、管材和板材上的热镀锌层。 本标准对热镀锌前基体材料的性质、表面状态不作规定。影响热镀锌效果的基体材料状况参见附录A(参考件)。
-图2")
电镀锌的标准件国家标准厚度:盐雾实验要求的时间:一般白色钝化在24小时;一般五彩钝化在72小时;一般黑色钝化在96小时;一般军绿钝化在96小时;超过以上盐雾实验一般采用封闭剂处理。
检测项目 厚度检测,性能检测,结合力检测,成分检测,强度检测,孔隙率检测,附着力检测,内应力检测,电导率检测,六价铬检测,硬度检测等。
电镀成品外观平整光滑,无异物(如霉菌,镍渣,锡渣等),镀层颗粒均匀,无粗糙感。各种电镀金属具有各自应有的光泽度,镀层无烧焦,发黑等异常现象。膜厚要根据检验计划上规定的参数,用X-Ray(膜厚仪)进行测量。
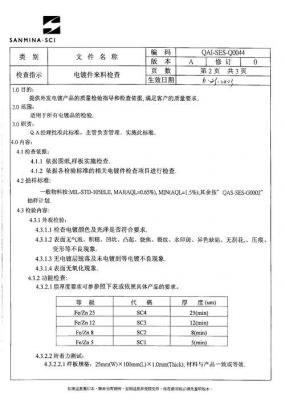
-图3")
焊锡sgs环保认证标准
≤5 mg/m3。焊锡废气处理达标执行标准:排放达标标准:《大气污染物排放限值》第二时段二级标准:即:锡及其化合物≤5 mg/m3。适用符合ISO1400国际通用标准。
SGS检测指的是SGS根据标准、法规、客户要求等条件对目标进行符合性认证的服务。要进行相关的认证,必须通过检验、检测、鉴定、认证等手段(SGS认证本身并不是一个认证,而是指SGS的认证服务)。
sgs认证通过能说明符合欧洲环保认证:不含铅Pb、镉Cd、汞Hg、六价铬Cr6+、多溴二苯醚PBDE、多溴联苯PBB。欧盟市场最近推出隐蔽性强的技术壁垒来增加中国产品出口的难度,中国金属制品企业同其他行业一样也面临严峻的考验。
sgs认证和rohs认证关系:“sgs认证”就代表sgs提供的rohs认证。sgs是企业名称,是一家检测机构,rohs是化学环保方面针对有害物质的测试,sgs其在rohs认证领域名气最大。
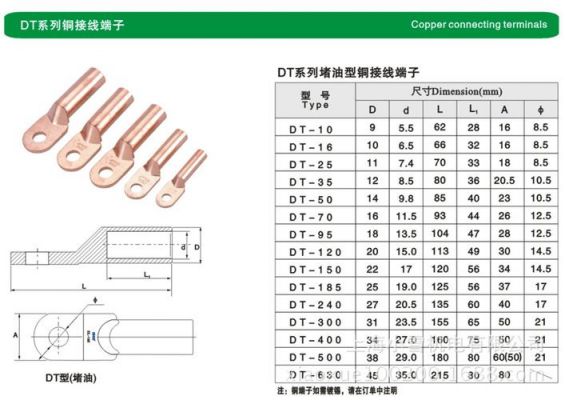
焊锡厚度标准
1、铜、锡金属涂层厚度通常在5至15μm;铅锡合金金属涂层(或锡铜合金,即焊料)厚度通常在5至25μm,锡含量约在63%。
2、.贴片元件位置的歪斜或偏移的允收标准是:不超过其元件或焊盘宽度(其中较小者)的1/2,且不可违反最小电气间隙。2.末端焊点宽度最小为元件可焊端宽度的50%或焊盘宽度的50%,其中较小者。
3、焊接时要求焊缝高度不能小于母材(焊件)的厚度。不同厚度的母材(焊件)焊接时,焊缝高度不能小于最薄母材(焊件)厚度。
4、焊锡烙铁的温度是320~400度;电烙铁焊锡的最佳温度为280正负10度。最高温度一般在480摄氏度,一般设置到320~400度左右,再高会导致烙铁头容易氧化。
5、铝母排不一定需镀铜镀锡做表面处理 只有在直接与铜导电材料相联时,才要镀铜 目的是防止铜铝电化腐蚀。渡锡是为了接触紧密些,锡比较软,也不容易氧化。
6、经过一段时间(约2个月)的放置,镀层的可焊性就会变差,但厚度在5μm左右的光亮锡层较少变坏。这主要是因为在空气中表面被氧化所致。
到此,以上就是小编对于电镀焊锡检验标准规范的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏