本篇目录:
电子行业中检测器件可焊性的槽焊法标准是什么?
元器件在插装之前,必须对元器件的可焊接性进行处理,若可焊性差的要先对元器件 引脚镀锡。元器件引脚整形后,其引脚间距要求与PCB板对应的焊盘孔间距一致。
可焊性:用于波峰焊接组装的元器件引线应有较好的可焊性。
-图1")
考虑到连接器的技术发展和实际情况,从其通用性和相关的技术标准,连接器可划分以下几种类别(分门类):①低频圆形连接器;②矩形连接器;③印制电路连接器;④射频连接器;⑤光纤连接器。 连接器的型号命名。
PCB( Printed Circuit Board),中文名称为印制电路板,又称印刷线路板,是重要的电子部件,是电子元器件的支撑体,是电子元器件电气相互连接的载体。由于它是采用电子印刷术制作的,故被称为“印刷”电路板。
可忍受300℃, 3-4秒,OK的, 一般波峰温度不会超过280℃.可焊性与耐热温度都是63/37或60/40含铅锡槽的温度, 已改用无铅锡了, 按理说温度应该提高20-25度,265度。主要是预热时间与焊锡时间的掌控。
-图2")
回流焊:—回流焊是将组件板加温,使焊膏熔化而达到器件与PCB板焊盘之间电气连接。—相关设备:回流焊炉。—本公司可提供SMT回流焊设备。
电子产品焊接应该具备哪些条件?
一般铜及其合金,金,银,锌,镍等具有较好可焊性,而铝,不锈钢,铸铁等可焊性很差,一 般需采用特殊焊剂及方法才能锡焊。
除了含有大量铬、铝等元素的一些合金材料不宜采用锡焊焊接外,其它金属材料大都可以采用锡焊焊接。锡焊方法简便,只需要使用简单的工具(如电烙铁)即可完成焊接、焊点整修、元器件拆换、重新焊接等工艺过程。
-图3")
贴片式电阻器、电容器的基片大多采用陶瓷材料制作,这种材料受碰撞易破裂,因此在拆卸、焊接时应掌握控温、预热、轻触等技巧。控温是指焊接温度应控制在200~250℃左右。
在我国,电焊操作需要持证上岗,焊工是属于准入类的工种,在技能人员职业资格中,81项工种里准入类的只有五项,焊工就是其中一项,而实际情况确实大部分的行业从业人士都是无证操作。
焊接质量检验标准 焊接在电子产品装配过程中是一项很重要的技术,也是制造电子产品的重要环节之一。焊缝的技术质量标准 焊缝外观技术质量标准。焊缝鱼鳞焊波光滑美观,焊缝高低、宽窄一致。焊缝金属向母材金属应圆滑过渡。
你好 必备的条件是人、机、料、法、环五大方面的条件。
焊接的技术要求
③具有一定的焊接时间(焊接速度应合适)。④焊锡在液态下要有良好的浸润能力(可借助助焊剂)。焊点质量要求:电接触良好;机械性能良好;美观。严防虚焊、修焊,焊点不宜过大,要光泽、美观,但牢固是首位。
应使用符合国家有关标准、规程要求的气瓶,在气瓶的贮存、运输、使用等环节应严格遵守安全操作规程。对输送可燃气体和助燃气体的管道应按规定安装、使用和管理,对操作人员和检查人员应进行专门的安全技术培训。
学电焊是一门不错的手艺,因为有一定的技术性和技能要求,不同水平的焊工所焊接产品的效果和质量区别较大。本文将介绍焊工的防护用品和常用的焊接技术,帮助读者更好地了解电焊技巧和注意事项。
应尽量采用小电流、慢焊接速度,以减小母材的熔深。由于母材熔化到第一层焊缝金属中的比例最高达30%左右,所以第一层焊缝焊接时,应尽量采用小电流、慢焊接速度,以减小母材的熔深。
要求如下:焊道不能有夹渣,咬边,气孔,未融,未焊透;焊接规范要合理,焊缝外观要美观;焊缝高度一般不能小于薄板的厚度。
电路板焊接元器件质量检验标准是什么
对焊点的质量要求,应该包括它包括良好的电气接触、足够的机械强度和光洁整齐的外观三个方面,保证焊点质量最关键的一点,就是必须避免虚焊。
外观检查:采用5倍放大镜对焊缝表面进行外观检查,不得有裂纹、气孔、夹渣、未焊透,未焊满等缺陷;不锈钢及低温钢不允许有咬边,碳钢及低合金钢类焊缝咬边尺寸应符合标准要求,错边量应记录。
焊接质量 GB2653-1989 本标准规定了金属材料焊接接头的横向正弯及背弯试验,横向侧弯试验、纵向正弯及背弯试验管材压扁试验方法,以检验接头拉伸面上的塑性及显示缺陷。本标准适用于熔焊和压焊对接接头。
物理检查:对PCBA外观进行检查,包括焊接质量、组件安装位置、防护措施等。确保PCBA的组装质量和外观符合预期要求。 电气测试:通过对特定电路、元件或接口进行电气测试,验证PCBA的电气性能是否满足规格要求。
电路板检验标准 1.范围适用于移动手机HDI电路板的来料检验。2.抽样方案按GB2821-2003,一般检查水平II级进行检验。3.检验依据原材料技术规格书、检验样品。4.合格质量水平按AQL值:A类=0.01,B类=0.65,C类=5。
焊接质量检验标准有哪些?
1、焊接质量 GB2654-1989 本标准规定了金属材料焊接接头和堆焊金属的硬度试验方法,用以测定洛氏、布氏、维氏硬度。本标准适用于熔焊和压焊焊接接头和堆焊金属。
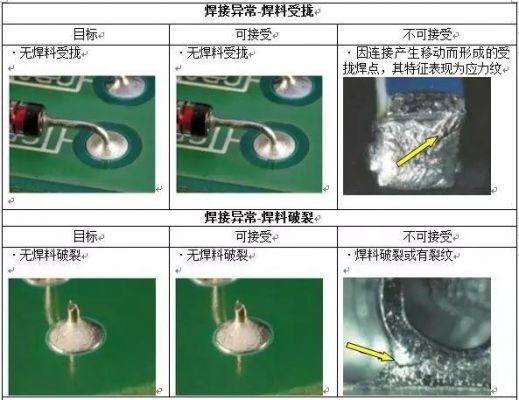
2、焊缝检测标准 是否有漏焊,即应该焊接的焊点没有焊上。焊点的光泽好不好。焊点的焊料足不足。焊点的周围是否有残留的焊剂。有没有连焊、焊盘有滑脱落。焊点有没有裂纹。
3、焊缝外观技术质量标准。焊缝鱼鳞焊波光滑美观,焊缝高低、宽窄一致。焊缝金属向母材金属应圆滑过渡。焊缝不允许存在咬边、焊瘤、弧坑、表面气孔、表面裂纹等缺陷。焊缝内部技术质量标准。
4、一般而言,焊缝检测要求包括以下几个方面:首先,焊缝的尺寸和形状应符合设计要求,并且无明显的焊接缺陷,如气孔、夹渣和裂纹等。其次,焊缝的强度和耐久性需要满足所需的工作条件,避免出现脆性断裂等问题。
5、焊缝检测的标准是:春乎Ⅰ、Ⅱ级焊缝必须经探伤检验,并应符合设计要求和施工及验收规范的规定,检查焊缝探伤报告。Ⅰ、Ⅱ级焊缝不得有裂纹、焊瘤、烧穿、弧坑等缺陷。
到此,以上就是小编对于电子产品焊接要求的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏