本篇目录:
ipc关于烙铁焊接时间是怎么规定的
1、秒。用烙铁进行焊接时,速度要快,焊接时间应不超过3秒,否则质量是较差的。烙铁是指焊接电子元器件的工具,包括底座和烙铁头。
2、焊接时间:2s/点最佳,最好不要超过3s/点。焊接温度:(1)、维修管脚粗的电源模块、变压器(或电感)、大电解电容以及大面积铜箔焊盘烙铁温度在400±20℃。
-图1")
3、因此,焊接时电烙铁与pcb接触时间,因板不同也是不同的。但最长控制在5秒以内为好。特殊大的元件例外。
4、焊点热容量的差异等要素,实践把握焊接火候并无定章可循,必须详细条件详细看待。试想,关于一个热容量较大的焊点,若运用功率较小的烙铁焊接时,在上述时间内,可以加热温度还不能使焊锡凝结,焊接就无从谈起。
5、不同的焊接对象,其需要的电烙铁工作温度也不相同。
-图2")
检验怎样判断插件焊接后引脚长度多少
1、IPC3级要求是5。插件后焊的元件焊点面管脚长度要求为IPC3级要求是5,但是也要看实际引脚大小,还有整体产品设计要求,焊接后引脚指引线末端的一段,通过软钎焊使这一段与印制板上的焊盘共同形成焊点。
2、Φ≦0.8MM→线脚长度H≦0mm。Φ0.8MM→线脚长度H≦0mm。
3、要求露出焊点0.5mm左右就可以了,不能埋在焊点内,那样无法了解是否存在虚焊。但也不要露出太长,不要超过2mm.露出太长在引脚折弯后容易与相邻焊点产生碰触现象。
-图3")
4、mm-0mm以内,具体要根据元器件的类型来决定。如:变压器电子元器件的引脚长度需在5mm以上。
5、(3)要有线脚,而且线脚的长度要在1-2MM之间。(4)零件脚外形可见锡的流散性好。(5)锡将整个上锡位及零件脚包围。
6、一般焊接电路板的是后要尽量留短一些管脚(1mm左右),防止相互间的管教影响焊接,其次如果管脚留的太长会在两个管脚间产生较大的局部电容,对于高频电路是有很大的影响的。
PCB表面焊盘可焊性试验怎么做?漂洗还是浸锡?IPC怎么定义的?
PCB表面焊盘可焊性试验是指通过润湿平衡法(wetting balance)这一原理对元器件、PCB板、PAD、焊料和助焊剂等的可焊接性能做一定性和定量的评估。是浸锡焊锡的过程。
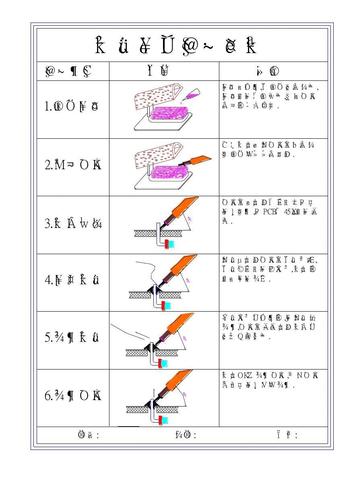
(3)、将喷好助焊剂的线路板铜泊面呈15°斜角浸入,当线路板与锡液接触时,慢慢向前推动线路板,使线路板与液面呈垂直状态, 线路板板材约浸入0.5mm,浸锡时间为2-5秒(视元器件管脚粗细而定,管脚越粗则时间越长,反则短)。
首先要在电脑上用protel等电路设计软件先绘制电路原理图和PCB(元器件封装图)。如下图:用热转印纸放入普通打印机,调整合适的打印比例,打印出黑白的PCB图。
浸银工艺介于OSP和化学镀镍/浸金之间,工艺较简单、快速。浸银不是给PCB穿上厚厚的盔甲,即使暴露在热、湿和污染的环境中,仍能提供很好的电性能和保持良好的可焊性,但会失去光泽。
它受许多参数的影响,如焊膏、基板、元器件可焊性、印刷、贴装精度以及焊接工艺等。我们在进行SMT工艺研究和生产中,深知合理的表面组装工艺技术在控制和提高SMT生产质量中起着至关重要的作用。
到此,以上就是小编对于ipc焊接标准要求的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏