本篇目录:
合格焊点的要求有哪些
表面润湿程度 熔融焊料在被焊金属表面上应铺展,并形成完整、均匀、连续的焊料覆盖层,其接触角应不大于90度。2 焊料量 焊料量应适中,避免过多或过少。3 焊点表面 焊点表面应完整、连续和圆滑,但不要求极光亮的外观。
焊点有足够的机械强度:一般可采用把被焊元器件的引线端子打弯后再焊接的方法。 焊接可靠,保证导电性能。 焊点表面整齐、美观:焊点的外观应光滑、清洁、均匀、对称、整齐、美观、充满整个焊盘并与焊盘大小比例合适。
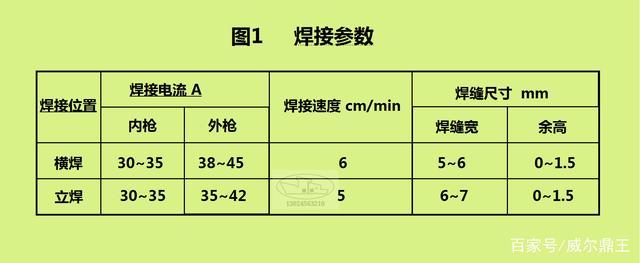
-图1")
焊点表面应该光滑清洁,焊点表面应该有良好光泽,不应有毛刺,空隙,无污垢,尤其是焊剂的有还残留物质,要选择合适的焊料和焊剂。焊料是用于填加到焊缝,堆焊层和钎缝中的金属合金材料的总称。
焊点的质量要求
1、【法律分析】:1对焊点质量的要求:2假焊、虚焊及漏焊:假焊时指焊锡与焊金属之间被氧化层或焊剂的未挥发物及污物隔离,未真正焊接在一起。
2、对焊点的质量要求,应该包括它包括良好的电气接触、足够的机械强度和光洁整齐的外观三个方面,保证焊点质量最关键的一点,就是必须避免虚焊。
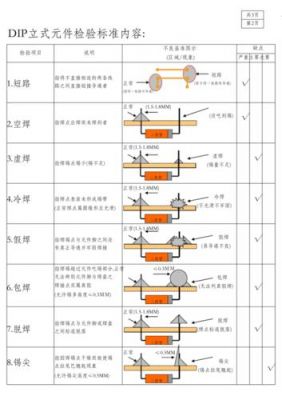
-图2")
3、焊接可靠,保证导电性能。焊点表面整齐、美观:焊点的外观应光滑、清洁、均匀、对称、整齐、美观、充满整个焊盘并与焊盘大小比例合适。满足上述三个条件的焊点,才算是合格的焊点。
4、焊点表面应该光滑清洁,焊点表面应该有良好光泽,不应有毛刺,空隙,无污垢,尤其是焊剂的有还残留物质,要选择合适的焊料和焊剂。焊料是用于填加到焊缝,堆焊层和钎缝中的金属合金材料的总称。
锡焊焊点的剪切标准是什么?
1、J-STD-001标准:J-STD-001是电子制造业中的另一个常用标准,由IPC和电子制造业联盟共同制定。该标准对焊接过程和焊点的质量有详细的要求和规定。
-图3")
2、MPa。经查阅知网得知,焊点平均剪切强度为49MPa。焊点的剪切强度均随时效时间的延长而下降。在低温时效时,ENIG焊盘焊点的剪切强度高于OSP焊盘焊点的剪切强度。
3、MPa,44MPa。无铅焊锡和有铅焊锡的拉伸强度标准分别是:32MPa,44MPa。焊接作业时温度的设定非常重要,焊接作业最适合的温度是在使用的焊接的熔点+50度。
4、剪切强度标准值:没有公布的剪切强度标准值,如拉伸和屈服强度。相反,通常将其估计为极限抗拉强度的60%。剪切强度可以通过扭转测试来测量,其中它等于它们的扭转强度。
5、熔点:高温锡的熔点一般在230℃以上,低温锡的熔点一般在180℃以下。高温锡的熔点较高,可以提供更好的焊接性能。
电阻焊焊点毛刺标准是多少毫米
焊点有毛刺主要的问题还是焊点的温度达不到。温度够高的话,靠液态焊锡表面的张力就能使焊点圆滑。焊接的时候烙铁要在焊点上停留一定的时间,等传给焊点的温度足够才提起烙铁头。熟练以后就好了。
焊点的数目和电流大小,根据接头所需要的强度选择。点焊常用于飞机、汽车、铁路车辆和电器等薄壁构件的联接,也可用于钢筋、棒材或金属丝网的交叉联接。适合采用点焊的最大厚度:低碳钢一般为3毫米,钢筋和棒材直径可达25毫米。
焊前接头清洁要求,在坡口或焊接处两侧30毫米范围内影响焊缝质量的毛刺、油污、水、锈脏物,氧化皮必须清洁干净。 在板缝两端如余量小于50毫米时,焊前两端应加引弧、熄弧板,其规格不小50×50毫米。
Ⅱ级焊缝:咬边深度≤0.05t,且≤0.5mm,连续长度≤100mm,且两侧咬边总长≤10%焊缝 长度。Ⅲ级焊缝:咬边深度≤0.lt,且≤lmm。注:t 为连接处较薄的板厚。3 允许偏差项目,见表5-1。
焊接质量检验方法
1、焊条质量检验应首先检查其外表质量,然后核实其化学成分、机械性能、焊接性能等是否符合国家标准或出厂的要求。 对焊条的化 学成分及机械性能进行检查时,首先用这种焊条焊成焊缝,然后对其焊缝进行化学成分和机械性能测定。
2、尺寸缺陷检查,例如焊缝余高、焊瘤、凹陷、错口等,需采用焊接检验尺进行测量。焊件变形量检查。(2)致密性试验检查常用的致密性试验检验方法有液体盛装试漏、气密性实验、氨气试验、煤油试漏、氦气试验、真空箱试验。
3、同轴视觉检测法检查:此方法主要用于激光焊接质量检测,利用激光发射器自身的结构特点,将监视器与激光发射器同轴安装,实现同轴视觉检测。在焊接过程中,通过此检测方法可直接拍摄激光束对准位置正下方的熔池、匙孔图像。
钢筋焊接网规范标准,来看小编的详细总结
1、焊接时,引弧应在垫板、帮条或形成焊缝的部位进行,不得烧伤主筋;焊接地线与钢筋应接触紧密;焊接过程中应及时清渣,焊缝表面应光滑,焊缝余高应平缓过渡,弧坑应填满。
2、钢筋焊接网技术指标应符合《钢筋混凝土用钢筋焊接网》GB/T1493和《钢筋焊接网混凝土结构技术规程》JGJ114的规定。
3、钢筋焊接的规范要求:接头应尽量设置在受力较小处,应避开结构受力较大的关键部位。抗震设计时避开梁端、柱端箍筋加密范围,如必须在该区域连接,则应采用机械连接或焊接。
4、细则:对受拉钢筋焊接网,当在锚固长度范围内具有横向钢筋时,其最小锚固长度应符合表相关的规定。
5、首先,钢筋焊接规范中,有着明确的规定,钢筋焊接工作人员必须要持证上岗。也就是说,能够进行焊接的工人必须要进过严格的焊工考试。值得一提的是,焊工考试和焊工证件是经过市以及市以上的建设行政主管部门审批和签发的。
6、钢筋焊接接头或焊接制品(焊接骨架、焊接网)质量检验与验收应按现行国家标准《混凝土结构工程施工质量验收规范》GB50204中的基本规定和《钢筋焊接及验收规范》有关规定执行。钢筋焊接接头或焊接制品应按检验批进行质量检验与验收。
到此,以上就是小编对于标准的焊点应该是的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏