本篇目录:
端子机打端子端子仰脖怎么办?
1、因此,需要根据实际情况调整轮子的压力大小。进行测试:调整轮子松紧度后,需要对设备进行测试,检查加工效果是否符合要求。可以使用样品电线进行测试,检查绞合质量、端子压接质量、线材剥皮质量等参数是否符合要求。
2、打开端子机电源开关,电源指示灯亮。留意机器内外部有无明显异响,若有暂停作业,请机修人员判定是否需要维修。
-图1")
3、模具摆放位置高。端子机压接工艺常见故障说明,在压接过程中跑高是模具摆放位置高的原因,调整压接机上的导体压接高度即可。端子机指的是电线加工要用到的一种机器。
4、您是想问超静音端子机打端子不往前走是怎么回事吗?延时继电器时间太长。卡轴弹簧疲惫,不能够向上复位。脚踏开关损坏。
5、全自动端子机器的电子线路堵塞长度不一致。传送带轮子太紧或太松。如果是这种现象引起的问题,我们只需要用滚轴调节两圈之间的空地。这样线就能处理这个问题,而不会打碎或太松。矫正器太紧或太松。
-图2")
6、②确认设备刀模与所装端子相匹配,然后调整好设备的压力等参数,调校好端子链条与设备的对应位置。
冷压接头接法、识别标准、使用规范
1、冷压接线头时压线钳的使用方法以及注意事项如下:剥去导线(电缆)绝缘层时,不得损害线芯,并使导线线芯金属裸露。
2、像圆形、叉形、管型这些小型号的端子一般都是用普通的压线钳压接就可以。而DT铜鼻子、开口线鼻子这些型号,则需要用液压钳压接,不能用压线钳。不管是哪种冷压端子,压接后都需要先检查下牢固性,以免日后使用后脱落。
-图3")
3、采用相关产品的标记系统来确定和识别设备接线端子或特定导线线端的实际或相对位置。2 采用相关产品的标记系统来确定和识别设备接线端子和特定导线线端的颜色标记。3 采用GB5465中规定的图形符号。
4、冷压接头是一种新型的电线接头方法,它是将两根电线通过冷压的方式连接在一起,不需要使用火焰或电弧,安全可靠。冷压接头的优点是接触面积大,接触可靠,而且安装简单,不需要专业的工具和技术。
航空插头端子压线钳校验
这把压线钳有专门配套的通止规,可以购买通止规检验,另外动作元件及外观可罗列一项一项检验。
首先检视被压着端子与电线规格是否配合。选择所想要压着的模具,例如,想要被压着的端子规格240,则应该选择240之上下的模具。将模具分别装入活塞与模具固定在座中。
首先需要把弹簧端子放在压线钳上面,然后要夹在钳子上,但是注意不能够夹死了。弹簧片放上去之后,另外一端要留出一截,然后要准备好一节电线,上面要剥去一截,但是不能够太粗,要不然就会影响到使用效果。
端子压接的外形尺寸标准(高度和宽度)
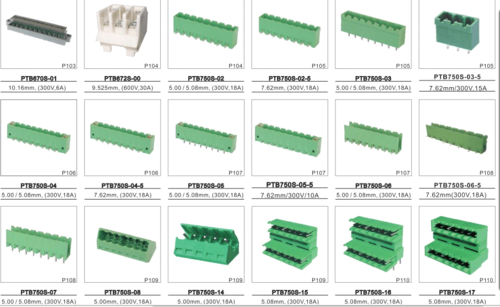
1、端子对插的插片宽度是8,厚度有0.0.0.8。 250端子对插的插片宽度是3,厚度有0.5和0.8,相对于来说0.8厚度的用最多,这个是有UL310标准的,可以多到我们网站上面看一下资料。
2、、18250插片尺寸,指的是插片头部的宽度,110的宽度≈8mm,187的宽度≈75mm,250的宽度≈35mm,产品标准厚度有0.5mm和0.8mm两种,以上尺寸为国际性标准。
3、接线端子排规格及型号怎么看现实生活当中,我们会经常使用到一些电器的软件。
4、另外,目前的成品配电箱大多采用C45N一类的开关,这种开关是压不上接线端子的,所以6mm2以下的套用无端子接线,10mm2以上的借用焊接接线端子子目即可。
什么是电气中的压接端子?
1、首先单线片式连接器,又称为单线压接端子,是一种常用的电气连接器件。其次通常由金属材料制成,具有压接端子和插针两个部分,压接端子一般呈U形,可以将电线插入端子中,通过压接的方式夹紧电线,从而实现电气连接。
2、端子是指接线的一端,也就是线的头部,需要通过压接或者电焊之后和另外一个端头连接的叫压焊接线端子,统称叫压接端子。接线端子逐渐广泛应用到各个领域,包括信号端子,电力端子,连接端子等,是电路中的连接端。
3、线鼻子是通俗的叫法,专业叫做接线端子,见上面图示。接线端子的 作用是用来连接电缆、电器。把电缆和接线端子压合到一起的工具叫作压力钳子。接线端子分为:纯铝接线端子、纯铜接线端子、铜铝接线端子。
4、压线端子按字面理解就是压接电线用的端子,实际上它的作用确实是压线。压线端子的大小不同意味着压接电线的大小也是不一样的,压线端子的操作是把电线两端放在端子的两侧然后使用专门的压线机器操作就可以了。
5、电压端子,是指电力系统中,连接PT(电压互感器)到表计的端子。特点是:内部一般有一个熔断器。电流端子,是指电力系统中,连接CT(电流互感器)到表计的端子。特点是:为测试方便,该端子可在端子上不拆线分断和连接。
冷压端子是怎么压接的?
冷压端子和其他110端子、187端子压接的方法应该是一样的,都是有专门的机器压接操作的,毕竟现在是科技发展的时代,冷压端子的同款端子有:110冷压端子、187冷压端子、205冷压端子、250冷压端子等等。
冷压接钳对导线进行冷压接时,应先将导线表面的绝缘层及油污清除干净,然后将两根需要压接的导线头对准中心,在同一轴上,然后用手扳动压接钳的手柄,压2~3次。铝一铜接头应压3~4次。
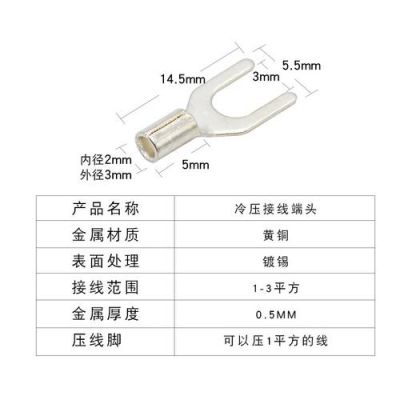
这种预绝缘冷压端子为叉形预绝缘端头,这种型号的端子一般用压线钳直接压接就可以,因为这个类型的端子比较小,所以用普通的压线钳就可以。
U型冷压端子也就是常说的叉形冷压端子,这种冷压端子一般使用压线钳压接,压接时需要压有条冯的那面,这样会更牢固。使用压线钳压接后,也要检查看下是否压紧,以免出现松动的问题,影响导电性能。
留意,由于动力电路上经过的电流较大,铝质电线在与设备的螺栓压接式接线桩头衔接时,不要采用弯圆圈的方法,以免衔接不坚固而发热,烧坏接线桩头。
到此,以上就是小编对于端子压接定义的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏