本篇目录:
- 1、一二三级焊缝划分标准
- 2、国家要求使用无铅锡丝3c要求是什么
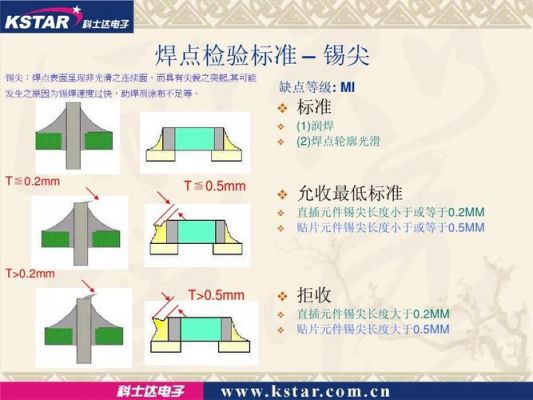
- 3、焊接标准
一二三级焊缝划分标准
一二三级焊缝的区分方法如下:焊缝外形均匀,焊道与焊道、焊道与基本金属之间过渡平滑,焊渣和飞溅物清除干净。Ⅰ、Ⅱ级焊缝不允许。Ⅲ级焊缝每50mm长度焊缝内允许直径≤0.4t。且≤3mm,气孔2个。气孔间距≤6倍孔径。
一级焊缝要求对‘每条焊缝长度的100%’进行超声波探伤;二级焊缝要求对‘每条焊缝长度的20%’进行抽检,且不小于200mm进行超声波探伤。
-图1")
二级焊缝适用于厚度大于20mm,小于等于40mm的板材,焊接时需要进行预热处理。二级焊缝的特点是焊道宽度较一级焊缝宽,焊接强度高,但是较一级焊缝更易发生裂纹。
国家要求使用无铅锡丝3c要求是什么
国家要求使用无铅锡丝3c要求是 无铅焊锡丝简介及特点: 简介: 无铅焊锡丝的特质是具有一定的长度与直径的锡合金丝,在电子原器件的焊接中可与电烙铁配合使用。
锡;铜;铁;砷;锌;铝;等。其中3-6项作为次要的组成成分,其占有比例已按照焊锡行业通用制定,无铅锡条生产厂必须严格控制这些杂质含量,以帮助客户达到较好的上锡效果。
-图2")
原因有如下几点:锡铜无铅焊锡丝跟其它款无铅锡丝一样,都能达到欧盟ROHS标准,满足环保认证。锡铜合金生产出的焊锡丝焊接效果不错,能满足一般电子产品的焊接要求。
从金属合金成份来分: 有铅焊锡是含锡和铅二种主要金属元素(如:Sn63Pb3Sn50Pb50等); 无铅焊锡则是基本不含铅的(欧盟ROHS标准是含铅量小于500PPM,日本标准是小于100PPM),无铅焊锡一般含有锡、银或铜金属元素。
含铅和不含铅的焊锡丝都会腐蚀烙铁头,因为无铅焊接温度比有铅的焊锡丝要高,加之合金成份不一样,无铅的焊锡丝更易腐蚀烙铁头,出于无铅要求和腐蚀性,焊接无铅锡丝时建议使用无铅专用电烙铁。
-图3")
有铅焊锡用于有铅类产品的焊接,它所用的工具和元器件均为有铅的。无铅焊锡线用于对外出口的欧美等国家的产品焊接,它所用的工具和元器件一定是无铅的。
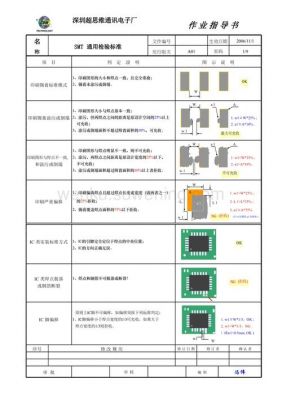
焊接标准
焊接材料应符合设计要求和有关标准的规定,应检查质量证明书及烘焙记录。焊工必须经考试合格,检查焊工相应施焊条件的合格证及考核日期。
焊接材料应符合设计要求和有关标准的规定,应检查质量证明书和烘烤记录。 焊工必须经过考试,检查焊工相应证书的焊接条件和考试日期。 ⅰ、ⅱ类焊缝必须经探伤检查,并应符合设计要求和施工及验收规范的规定。检查焊缝的探伤报告。
以下为钢板焊接坡口标准:工序内容:用半自动或手工切割后清理挂渣、氧化铁,然后用磨光机或者砂轮机将切割处磨平,顺便将切割处两侧打磨至露出金属光泽,具备装配和焊接条件。
立焊的焊缝标准∶采用短弧焊接,弧长一般为2到3毫米;在相同条件下,焊接电源比平焊电流小百分之十到百分之十五;焊条角度根据焊件厚度确定。
根据焊接板厚不同,对接接头的坡口型式有:(1)I形坡口(或称平接):用于焊接板厚为1-6mm的焊接,为了保证焊透件,接头处要留有0-5mm的间隙。(2)V形坡口:用于板厚为6-30mm焊件的焊接,该坡口加工方便。
焊缝检测的要求分为三个等级:一级、二级、三级;焊接检测标准见下文。焊缝检测要求 一级焊缝要求对每条焊缝长度的100%进行超声波探伤。二级焊缝要求对每条焊缝长度的20%进行抽检,且不小于200mm进行超声波探伤。
到此,以上就是小编对于焊锡国家标准规范最新的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏