本篇目录:
正火钢6道次,用手工电弧焊道间温度范围
多层焊层间温度要看什么母材而决定,比如奥氏体不锈钢层间温度最好是100度以下,普通的碳钢一般控制在100~150度。具体你可以查阅JB/T4709看看。
一般酸性焊条的烘干温度150--200℃,时间1小时;碱性焊条的烘干温度350--400℃,时间1--2小时,烘干后放在100--150℃的保温箱内,随用随取。
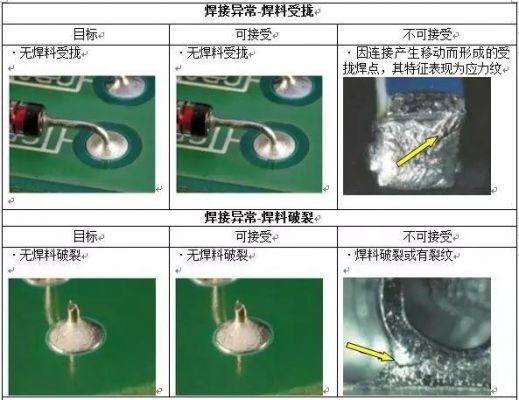
-图1")
使用温度不同:正火是将钢构件加热到Ac3温度以上3050℃后。调质是在500-650℃之间进行回火。退火缓慢加热到Ac3(亚共析钢)或Ac1(共析钢或过共析钢)以上30~50℃,缓慢冷却下来。
焊接方法:手工电弧焊。1 预热 焊缝预热温度为125~200℃(预热范围距焊缝中心为75mm),用火焰进行加热,预热时必须缓慢且均匀,以避免出现裂纹和变形。
环境温度低于多少不能进行电焊操作?
1、环境温度低于0℃是不允许焊接的,如果要焊接,需要预热到至少15℃以上的。
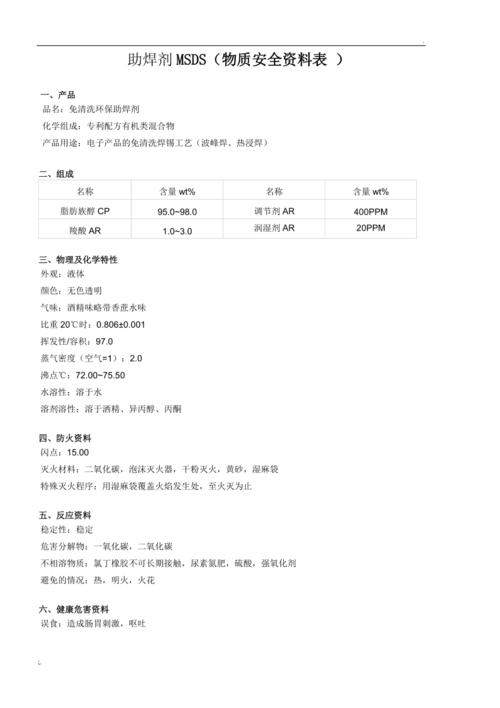
-图2")
2、气温不能低于0℃。环境温度低于0℃高于零下20℃时,工件预热到15℃以后焊接,如果低于零下20℃,停止焊接。
3、各个行业对气温要求有点差别,一般气温低于-20摄氏度就不适合焊接了。如果气温在-20到0摄氏度,那么需要将焊接区域预热到15摄氏度以上后焊接。所以-15摄氏度时需要预热后焊接。
4、环境温度低于0℃是不允许焊接的,如果要焊接,需要预热到至少15℃以上的。不同的焊接对气温环境的适应是不同的。这个说起来很复杂的,不是简单的一个数据就可以回答的。
-图3")
冬季焊接施工最低温度要求
按照GB150的要求,气温低于-20摄氏度时不能焊接。如果气温在0至-20摄氏度时,工件焊缝附近100mm预热到15度以上后焊接。
电焊的施工温度,主要是按照钢材的性能确定。Q345(16锰)材料在-5℃以下不适合在室外施焊,Q235(A3钢)材料在-15℃以下不能施焊。
控制钢筋焊接工艺,环境温度达到-5℃时,即为钢筋“低温焊接”,严格执行钢筋低温焊接工艺,严禁焊接过程直接接触到冰雪。
焊接钢筋宜在室内进行,当必须在室外进行时,最低温度不宜低于-20℃,并应采取防雪挡风措施,减小焊件温度差,焊接后的接头严禁立刻接触冰雪。
手工焊接温度一般多少度
1、手工电弧焊,电弧温度在6000~8000℃左右,熔滴平均温度达到2000℃,溶池平均温度达到1750℃。气焊,就是氧乙炔,火焰温度约为3000℃左右。
2、电弧温度在6000~8000℃左右。根据电弧温度信息得知,正火钢6道次,手工电弧焊,电弧温度在6000~ 8000C左右,熔滴平均温度达到2000°C,溶池平均温度达到1750°C。
3、焊接作业最合适的温度是在运用的焊锡的熔点+50度。烙铁头的设定温度,因为焊接有些的巨细,电烙铁的功率和功用,焊锡的品种和线型的纷歧样,在上述温度的根底上还要添加X度(一般为100)为宜。
4、有铅焊接作业:烙铁温度: 250~270℃: 不耐高温组件,如太阳能,晶振,SMD,LED,小PVC线等组件270~320℃: 其它一般组件。
5、手工电弧焊高。电焊时,手工电弧温度在6000到8000℃左右。电阻焊温度5000到7000℃左右。通过温度可以看出手工电弧焊高。
6、焊接时间:2s/点最佳,最好不要超过3s/点。焊接温度:(1)、维修管脚粗的电源模块、变压器(或电感)、大电解电容以及大面积铜箔焊盘烙铁温度在400±20℃。
锡焊接的标准温度因作业类型不同有不同:
1、纯锡的熔点是232°C;无铅锡条的熔点是227°C。无铅波峰焊接一般的温度设定在260°+/-5°C合适。
2、焊锡烙铁的温度是320~400度;电烙铁焊锡的最佳温度为280正负10度。最高温度一般在480摄氏度,一般设置到320~400度左右,再高会导致烙铁头容易氧化。
3、焊接作业时温度的设定非常重要。焊接作业最适合的温度是在使用的焊接的熔点+50度。烙铁头的设定温度,由于焊接部分的大小,电烙铁的功率和性能,焊锡的种类和线型的不同,在上述温度的基础上还要增加100度为宜。
到此,以上就是小编对于手工焊接环境温度标准是多少度的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏