本篇目录:
- 1、焊锡锡点标准
- 2、焊锡丝熔点是多少
- 3、焊锡丝的熔点是多少度?
- 4、焊锡丝的熔点是多少?
- 5、在电烙铁锡焊工艺中,为焊点的基本要求有哪些
焊锡锡点标准
1、厂内的锡点要求:当然如果能达到120%那是最好的。但是国际标准焊锡锡点标准为75%。
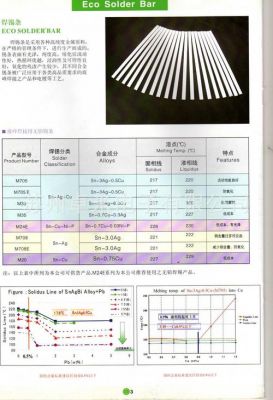
2、有铅焊锡丝的熔点大概在183-256度左右,无铅焊锡丝的熔点大致在117-227度左右,具体的熔点根据类型的不同而略有差异。
-图1")
3、:常规不环保锡铅合金类的熔点183~300度左右,其中6337焊锡丝是最理想合金,它的熔点是183度,锡含量越低熔点越高。2:常规环保无铅焊锡类的熔点在227~232度之间。温度接近液相线时受震动锡点会掉落。
4、焊锡丝的熔点是183度。当锡的含量高于63%,溶化温度升高,强度降低。当锡的含量少于10%时,焊接强度差,接头发脆,焊料润滑能力变差。最理想的是共晶焊锡。在共晶温度下,焊锡由固体直接变成液体,无需经过半液体状态。
5、一般都为183度。一般来说,焊锡是由锡(融点232度)和铅(熔点327度)组成的合金。其中由锡63%和铅37%组成的焊锡被称为共晶焊锡,这种焊锡的熔点是183度。
-图2")
焊锡丝熔点是多少
常用焊锡熔点是183℃。电容等元器件都是在235℃到255℃左右的温度区间里焊接的。我们通常说的焊锡是指锡铅或者锡银铜的焊锡合金,正常情况下,锡的熔点是239℃。
焊锡丝的熔点是183度。当锡的含量高于63%,溶化温度升高,强度降低。当锡的含量少于10%时,焊接强度差,接头发脆,焊料润滑能力变差。最理想的是共晶焊锡。在共晶温度下,焊锡由固体直接变成液体,无需经过半液体状态。
常规不环保锡铅合金类的熔点183-300度左右,其中由锡63%和铅37%组成的焊锡被称为共晶焊锡,这种焊锡的熔点是183度。而常规环保无铅焊锡类的熔点在227-232度之间。根据情况而定。
-图3")
焊锡 焊锡分两种,一种是有铅焊锡无铅焊锡丝,由锡(熔点232度)和铅(熔点327度)组成的合金。其中由锡63%和铅37%组成的焊锡被称为共晶焊锡,这种焊锡的熔点是183度。
常见有铅锡成分为63/37的熔点是180°~185°,无铅的锡为225°~235°。
有铅的焊锡丝熔点是183-245℃之间,6337的锡线熔点是183℃,其他有铅锡线的熔点随着含锡量的减少熔点逐步增加。无铅锡线的熔点为217-227℃,低温锡线的熔点为138℃。答案由双智利锡线提供。
焊锡丝的熔点是多少度?
1、常用焊锡熔点是183℃。电容等元器件都是在235℃到255℃左右的温度区间里焊接的。我们通常说的焊锡是指锡铅或者锡银铜的焊锡合金,正常情况下,锡的熔点是239℃。
2、焊锡丝的熔点是183度。当锡的含量高于63%,溶化温度升高,强度降低。当锡的含量少于10%时,焊接强度差,接头发脆,焊料润滑能力变差。最理想的是共晶焊锡。在共晶温度下,焊锡由固体直接变成液体,无需经过半液体状态。
3、焊锡是由63%锡和37%铅组成的共晶焊锡,熔点为183度。标准焊接作业时使用的线状焊锡被称为松香芯焊锡线或焊锡丝。在焊锡中加入了助焊剂。这种助焊剂是由松香和少量的活性剂组成。
焊锡丝的熔点是多少?
常用焊锡熔点是183℃。电容等元器件都是在235℃到255℃左右的温度区间里焊接的。我们通常说的焊锡是指锡铅或者锡银铜的焊锡合金,正常情况下,锡的熔点是239℃。
焊锡丝的熔点是183度。当锡的含量高于63%,溶化温度升高,强度降低。当锡的含量少于10%时,焊接强度差,接头发脆,焊料润滑能力变差。最理想的是共晶焊锡。在共晶温度下,焊锡由固体直接变成液体,无需经过半液体状态。
焊锡是由63%锡和37%铅组成的共晶焊锡,熔点为183度。标准焊接作业时使用的线状焊锡被称为松香芯焊锡线或焊锡丝。在焊锡中加入了助焊剂。这种助焊剂是由松香和少量的活性剂组成。
常规不环保锡铅合金类的熔点183-300度左右,其中由锡63%和铅37%组成的焊锡被称为共晶焊锡,这种焊锡的熔点是183度。而常规环保无铅焊锡类的熔点在227-232度之间。根据情况而定。
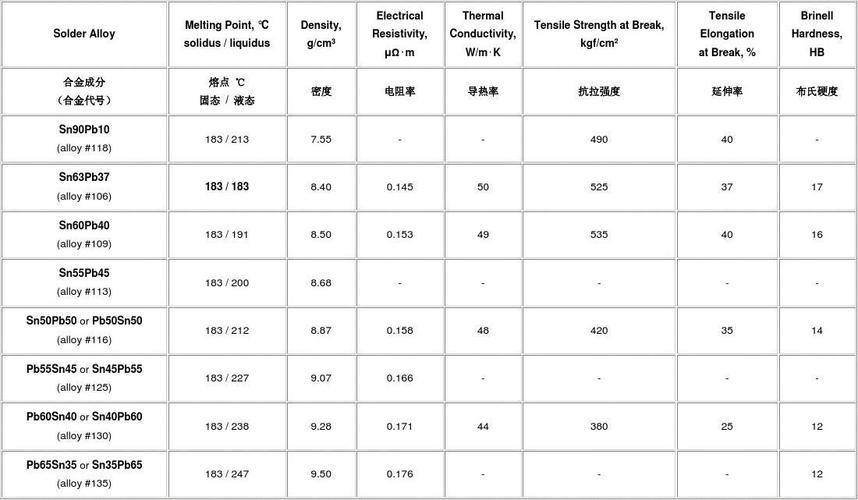
锡的熔点是239℃。一般来说,锡条合金的熔点低于其中任何一个组成金属的熔点.以有铅焊锡(锡含量63%,铅含量37%)为例,所组成的有铅焊锡熔点就是183℃左右。而无铅焊锡熔点者是(锡93%,铜0.7%)220℃左右。
锡的熔点是239℃。电容等元器件都是在235℃到255℃左右的温度区间里焊接的。我们通常说的焊锡是指锡铅或者锡银铜的焊锡合金,正常情况下,锡的熔点是239℃。
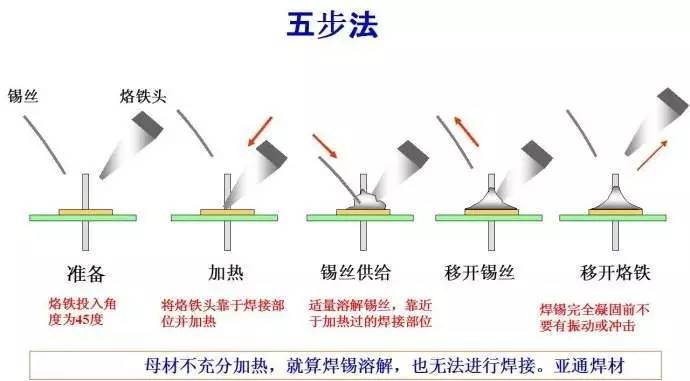
在电烙铁锡焊工艺中,为焊点的基本要求有哪些
当长时间不使用电烙铁时,应及时关闭电源。以免烙铁头烙铁芯加速氧化,缩短使用寿命;在关闭电烙铁前,应给烙铁头挂锡。以保护避免加速氧化。
反握法:动作稳定,长时间操作手不易感到疲劳,适合大功率烙铁和热容量大的被焊件。正握法:适合用于弯的无铅烙铁头操作或直无铅烙铁头在机架上焊接互联导线式的操作。
①清洁的金属表面,保证良好焊接的前提。②加热时到达最佳焊接温度。③具有一定的焊接时间(焊接速度应合适)。④焊锡在液态下要有良好的浸润能力(可借助助焊剂)。焊点质量要求:电接触良好;机械性能良好;美观。
焊接时焊缝要求平滑,不得有气孔夹渣等焊接缺陷,发现缺陷及时修补。焊缝高度一般与钢板接近,采用断续焊时,焊缝长度及间隔应均匀一致。制作件要求密封连续焊接时,要求焊缝处不得出现气孔沙眼现象。
到此,以上就是小编对于焊锡后锡点暗无光泽怎么办的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏