本篇目录:
- 1、焊缝检测的标准是什么?
- 2、合格焊点的要求有哪些
- 3、焊接质量要求是什么
- 4、焊接的技术要求
- 5、使用焊接连接,还需满足什么指标?
- 6、如何判断焊接的质量
焊缝检测的标准是什么?
1、焊缝检测的标准是:Ⅰ、Ⅱ级焊缝必须经探伤检验,并应符合设计要求和施工及验收规范的规定,检查焊缝探伤报告。Ⅰ、Ⅱ级焊缝不得有裂纹、焊瘤、烧穿、弧坑等缺陷。
2、焊缝检测的标准是保证项目,焊接材料应符合设计要求和有关标准的规定,应检查质量证明书及烘焙记录。焊工必须经考试合格,检查焊工相应施焊条件的合格证及考核日期。
-图1")
3、在焊缝处直角弯折到断裂的次数要不低于非焊缝处。2耐拉伸条件不低于无焊缝处。3作为容器耐压水平不低于非焊缝处。以上只是粗略要求,高等的还有金相,耐久等各个环节。
4、一般而言,焊缝检测要求包括以下几个方面:首先,焊缝的尺寸和形状应符合设计要求,并且无明显的焊接缺陷,如气孔、夹渣和裂纹等。其次,焊缝的强度和耐久性需要满足所需的工作条件,避免出现脆性断裂等问题。
合格焊点的要求有哪些
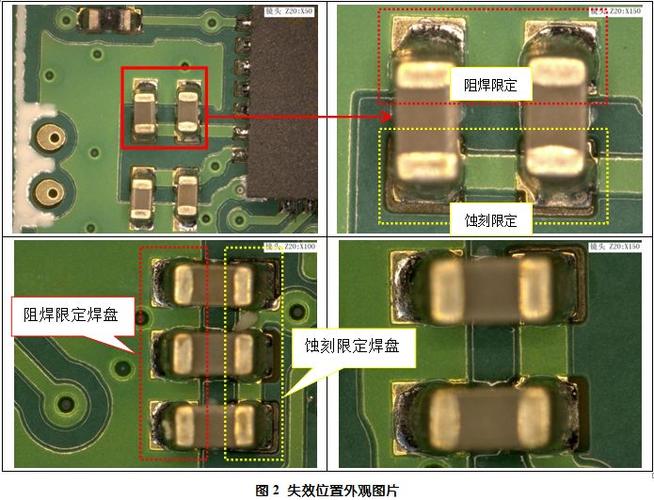
焊点有足够的机械强度:一般可采用把被焊元器件的引线端子打弯后再焊接的方法。焊接可靠,保证导电性能。焊点表面整齐、美观:焊点的外观应光滑、清洁、均匀、对称、整齐、美观、充满整个焊盘并与焊盘大小比例合适。
-图2")
焊点表面应该光滑清洁,焊点表面应该有良好光泽,不应有毛刺,空隙,无污垢,尤其是焊剂的有还残留物质,要选择合适的焊料和焊剂。焊料是用于填加到焊缝,堆焊层和钎缝中的金属合金材料的总称。
焊点有足够的机械强度:一般可采用把被焊元器件的引线端子打弯后再焊接的方法。 焊接可靠,保证导电性能。
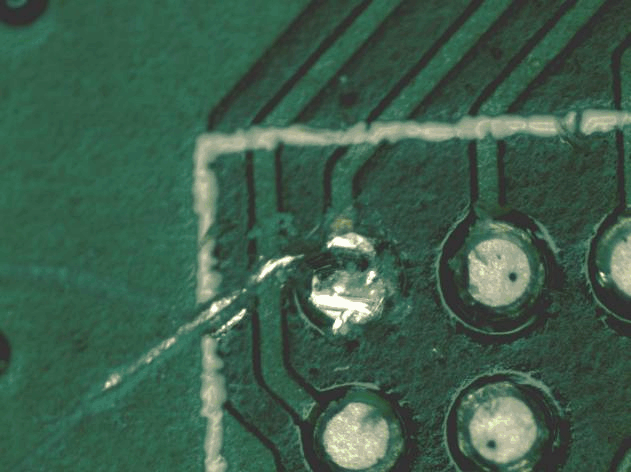
金属化合物:焊点应该通过金属化合物的形成,确保焊点的强度和可靠性。总的来说,合格的焊点应该具有良好的外观和压痕,以及均匀致密的组织结构,以确保焊接接头具备足够的强度、耐腐蚀性和可靠性。
-图3")
你好 焊接时焊缝要求平滑,不得有气孔夹渣等焊接缺陷,发现缺陷及时修补。焊缝高度一般与钢板接近,采用断续焊时,焊缝长度及间隔应均匀一致。制作件要求密封连续焊接时,要求焊缝处不得出现气孔沙眼现象。
(一)焊点的质量要求:对焊点的质量要求,应该包括它包括良好的电气接触、足够的机械强度和光洁整齐的外观三个方面,保证焊点质量最关键的一点,就是必须避免虚焊。
焊接质量要求是什么
焊缝外观技术质量标准。焊缝鱼鳞焊波光滑美观,焊缝高低、宽窄一致。焊缝金属向母材金属应圆滑过渡。焊缝不允许存在咬边、焊瘤、弧坑、表面气孔、表面裂纹等缺陷。焊缝内部技术质量标准。
焊点的质量要求主要包括电气连接和机械强度两个方面如下:假焊、虚焊及漏焊:假焊时指焊锡与焊金属之间被氧化层或焊剂的未挥发物及污物隔离,未真正焊接在一起。
三级要求是:不得有焊接不完全、根部收缩、咬边和接头不良;焊缝中不得有表面气孔、夹渣、裂纹、电弧擦伤等缺陷。
(一)焊点的质量要求:对焊点的质量要求,应该包括它包括良好的电气接触、足够的机械强度和光洁整齐的外观三个方面,保证焊点质量最关键的一点,就是必须避免虚焊。
焊接时焊缝要求平滑,不得有气孔夹渣等焊接缺陷,发现缺陷及时修补。焊缝高度一般与钢板接近,采用断续焊时,焊缝长度及间隔应均匀一致。制作件要求密封连续焊接时,要求焊缝处不得出现气孔沙眼现象。
焊接质量标准:焊接质量 GB6416-1986 影响焊接接头质量的技术因素:本标准适用于压力容器、钢结构、起重机械起重设备、船舶、工程机械、运输设备等。但是对于特定的产品,没有必要考虑所有的技术因素。
焊接的技术要求
③具有一定的焊接时间(焊接速度应合适)。④焊锡在液态下要有良好的浸润能力(可借助助焊剂)。焊点质量要求:电接触良好;机械性能良好;美观。严防虚焊、修焊,焊点不宜过大,要光泽、美观,但牢固是首位。
一)焊接 技术目的和要求:掌握焊接的定义、分类及优缺点。掌握防止触电及防止火灾、爆炸、中毒、辐射及特殊环境焊接的安全技术措施。理解焊接安全生产的重要性和焊接劳动保护措施。
应使用符合国家有关标准、规程要求的气瓶,在气瓶的贮存、运输、使用等环节应严格遵守安全操作规程。对输送可燃气体和助燃气体的管道应按规定安装、使用和管理,对操作人员和检查人员应进行专门的安全技术培训。
电焊工安全操作技术基本要求 l、电焊工必须经过有关部门安全技术培训,取得特种作业操作证后,方可独立操作上岗;明火作业必须履行审批手续。电焊机外壳必须接地良好,其电源的装拆应由电工进行。
焊金相质量要求。金相质量是指焊接接头金相组织的变化、夹渣、焊透情况和显微裂纹、晶粒大小等。其采用的标准和等级要求,由工件技术文件具体规定之。焊缝金属及焊接接头机减性能质量标准。
使用焊接连接,还需满足什么指标?
1、根据设计要求,本工程钢筋连接采用焊接连接,焊接方法为电弧焊和闪光对焊,以电弧焊为主。钢筋焊接施工之前,应清除钢筋、钢板焊接部位以及钢筋与电极接触处表面上的锈斑、油污、杂物等。
2、焊接性能主要指钢材的可焊性,也就是钢材之间通过焊接方法连接在一起的结合性能,是钢材固有的焊接特性。不同的焊接方法有不同的焊接工艺。
3、强度指标主要有:抗拉强度和屈服强度;塑性指标主要有:伸长率和断面收缩率;韧性指标主要有冲击韧性;硬度指标主要有:布氏硬度和洛氏硬度。焊接结构为受力结构时,主要需要保证强度、塑性和韧性等力学性能指标合格。
4、注意对焊缝接头的性能要求高:焊接接头不仅要满足静态和动态的力学性能指标,而且有苛刻的低周疲劳性能要求。
5、①焊接时,引弧应在帮条或焊缝处进行,不得烧伤主筋。②焊接地线与钢筋应紧密接触。③焊接过程中应及时清渣,焊缝表面应光滑,焊坑应填满。④接头应采用双面焊缝,条件不具备时,可采用单面焊。
如何判断焊接的质量
1、焊接的观感质量检查主要看以下几个:表面不得有裂纹、未熔合、气孔、夹渣、飞溅存在。不得有咬边现象。焊缝表面不得低于管道表面,焊缝余高Δh≤1+0.2b1,且不大于3mm。
2、抽检 在焊接质量比较稳定的情况下,如自动焊、摩擦焊、氩弧焊等,当工艺参数调整好之后,在焊接过程中质量变化不大,比较稳定,可以对焊接接头质量进行抽样检测。全检 对所有焊缝或者产进行100%的检测。
3、(2)焊接设备检查焊接设备检查主要包括以下几个方面:焊接设备的型号,电源极性是否与焊接工艺相吻合,焊接过程中所用到的焊炬,电缆,气管,以及其他焊接辅助设备,安全防护设备等是否准备齐全。
4、外观检验:用肉眼或放大镜观察是否有缺陷,如咬边、烧穿、未焊透及裂纹等,并检查焊缝外形尺寸是否符合要求;密封性检验容器或压力容器如锅炉、管道等要进行焊缝的密封性试验。
5、(4)多层焊接需连续施焊,每层焊道之间要清理;(5)焊缝出现裂缝,应申报、查明原因,方能处理。焊缝质量检验方法分:外观检查、超声波探伤检验、X射线检验。
6、.扁平焊片引脚偏移的允收标准是:不超过其元件或焊盘宽度(其中较小者)的25%,不违反最小电气间隙。2.末端焊点宽度最小为元件引脚可焊端宽度的75%。3.最小焊点高度为正常润湿。
到此,以上就是小编对于合格的焊点形成应该具备哪些条件对焊点有哪些基本要求的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏