本篇目录:
厚10毫米与厚14毫米钢板焊接时开坡口宽度是多少?
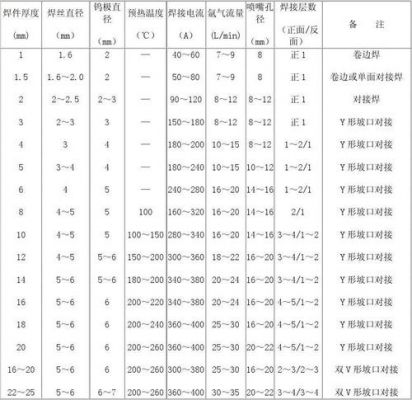
以下为钢板焊接坡口标准: 工序内容:用半自动或手工切割后清理挂渣、氧化铁,然后用磨光机或者砂轮机将切割处磨平,顺便将切割处两侧打磨至露出金属光泽,具备装配和焊接条件。
正常来说厚钢板对接焊只要开坡口焊接即可,通常坡口为板厚的一半以上。
-图1")
一侧开坡口时,板材厚度在4~6mm时,坡口角度为55°;板材厚度大于7~30mm及直角焊接,两侧开坡口时,坡口的角度为60°。
如果厚度差(δ1-δ)超过表中规定值,或者双面超过2(δ1-δ)时,较厚板板料上加工出单面或双面斜面的过渡形式如下图所示,钢板厚度不同的角接与T形接头受力焊缝,可采用下图(b)、(c)形式过渡。
一般60度坡口留两毫米钝边,单面焊就是九十多毫米宽。
-图2")
一般板厚超过3mm需要开坡口;若是非焊透焊缝,可以再厚一点。开坡口是焊接的一个术语,就是在材料上取出一定的余量,留待焊接填充。指的是为了保证焊接质量,在焊接前对工件需要焊接处进行的加工,可以气割,也可以切削而成。
焊接工艺执行规范
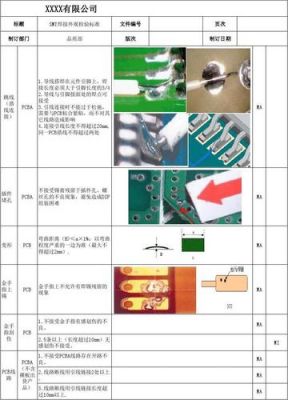
1、焊接标准规范如下:尺寸超出允许偏差:对焊缝长度、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。
2、焊接工艺评定施工单位首先编制作业指导书并试焊,对其首次使用的聚乙烯管材、热熔焊接方法、焊焊缝处等,应进行焊接工艺评定,并应根据评定报告确定焊接工艺。评定检验试验项目:外观质量检查、卷边切除检查、卷边背弯试验、拉伸性能试验。
-图3")
3、焊缝夹渣:多层施焊应层层将焊渣清除干净,操作中应运条正确,弧长适当。注意 熔渣的流动方向,采用碱性焊条时,上须使熔渣留在熔渣后面。7 质量记录 本工艺标准应具备以下质量记录:1 焊接材料质量证明书。
4、为在钢结构焊接中贯彻执行国家的技术经济政策,做到技术先进、经济合理、安全适用、确保质量,制定本规范。
5、焊接材料质量证明书。 焊工合格证及编号。 焊接工艺试验报告。 焊接质量检验报告和探伤报告。 设计变更和协商的记录。 隐蔽工程验收记录。 其他技术文件。
焊接质量检验标准有哪些?
焊接质量 GB2654-1989 本标准规定了金属材料焊接接头和堆焊金属的硬度试验方法,用以测定洛氏、布氏、维氏硬度。本标准适用于熔焊和压焊焊接接头和堆焊金属。
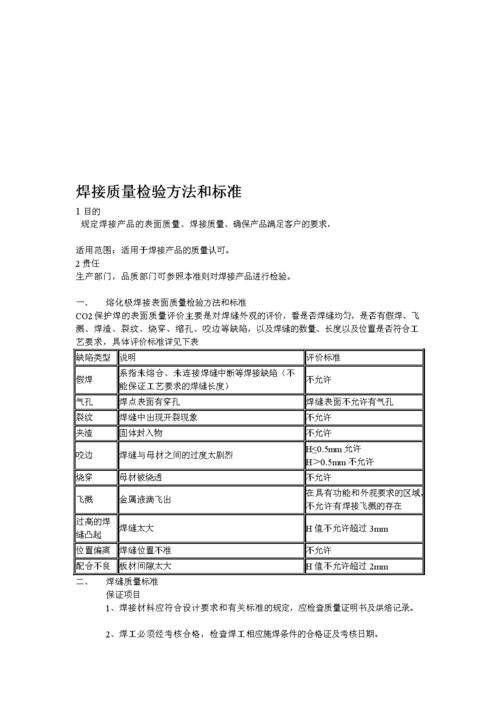
焊缝检测标准 是否有漏焊,即应该焊接的焊点没有焊上。焊点的光泽好不好。焊点的焊料足不足。焊点的周围是否有残留的焊剂。有没有连焊、焊盘有滑脱落。焊点有没有裂纹。
焊缝外观技术质量标准。焊缝鱼鳞焊波光滑美观,焊缝高低、宽窄一致。焊缝金属向母材金属应圆滑过渡。焊缝不允许存在咬边、焊瘤、弧坑、表面气孔、表面裂纹等缺陷。焊缝内部技术质量标准。
一般而言,焊缝检测要求包括以下几个方面:首先,焊缝的尺寸和形状应符合设计要求,并且无明显的焊接缺陷,如气孔、夹渣和裂纹等。其次,焊缝的强度和耐久性需要满足所需的工作条件,避免出现脆性断裂等问题。
焊接的技术要求
电焊技术的要领包括很多方面,比如引弧方法、引弧注意事项、焊前的点固、正接和反接的应用、焊条电弧焊焊接时起头方法、焊接电弧电压要求、焊接速度的关键、选用焊条注意事项、定位焊的技巧、定位焊应遵循的要求。
③具有一定的焊接时间(焊接速度应合适)。④焊锡在液态下要有良好的浸润能力(可借助助焊剂)。焊点质量要求:电接触良好;机械性能良好;美观。严防虚焊、修焊,焊点不宜过大,要光泽、美观,但牢固是首位。
应使用符合国家有关标准、规程要求的气瓶,在气瓶的贮存、运输、使用等环节应严格遵守安全操作规程。对输送可燃气体和助燃气体的管道应按规定安装、使用和管理,对操作人员和检查人员应进行专门的安全技术培训。
学电焊是一门不错的手艺,因为有一定的技术性和技能要求,不同水平的焊工所焊接产品的效果和质量区别较大。本文将介绍焊工的防护用品和常用的焊接技术,帮助读者更好地了解电焊技巧和注意事项。
焊接要求标准
焊接国家标准有:焊接质量 GB6416-1986:影响钢熔化焊接头质量的技术因素:本标准适用于压力容器、钢结构、起重机提升设备、船舶、工程机械、运输设备等的刚融化焊接头。所列举的技术因素作为审查项目来使用。
⑦焊缝高度应等于或大于0.3d,并不得小于4mm,宽度应等于或大于0.8d,并不得小于8mm。⑧搭接焊、帮条焊的接头,应逐个进行外观检查,焊缝表面应平顺,无裂纹、夹渣和较大焊瘤等缺陷。
焊接材料应符合设计要求和有关标准的规定,应检查质量证明书及烘焙记录。焊工必须经考核合格,检查焊工相应施焊条件的合格证及考核日期。
一级、二级焊缝均为全焊透的焊缝,并不允许存在如表面气孔、夹渣、弧坑裂纹、电弧檫伤等缺陷。一级、二级焊缝的抗拉压、抗弯、抗剪强度均与母材相同。
到此,以上就是小编对于军用焊接标准细则最新的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏