本篇目录:
回流焊温度设置多少?
1、一般设定在45~90秒之间,此时间限制需要使用一个快速温升率,从熔点温度快速上升到峰值温度,同时考虑元件承受热应力因素,上升率须介于5~5℃/see之间,且最大改变率不可超过4℃/sec。
2、按照爬升曲线设置,回流焊温度室温到300都可调。一般比如上四下四的180-195-220-230。190-210-220-230。6温区的话。180-190-200-210-220-230。8温区的话。180-190-200-220-240-240-235-230。
-图1")
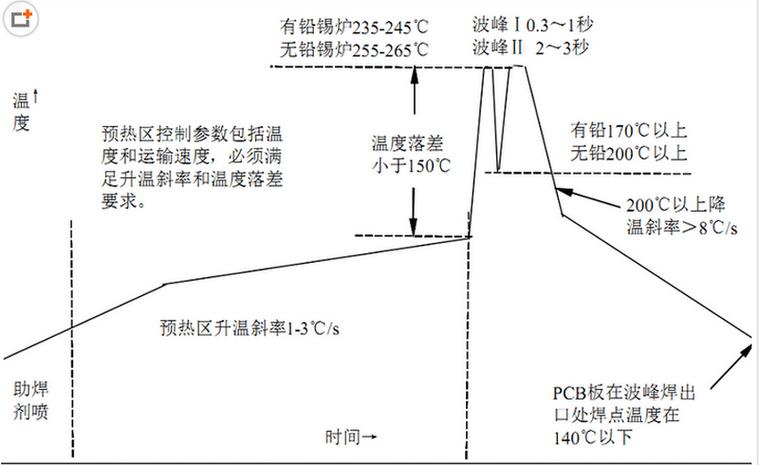
3、回流焊实际测量温度和回流焊设置温度是有一定温差的。实际上无铅回流焊高焊接温度是245度。回流焊的温度设置好根据锡膏厂提供的温度曲线和实际的焊接产品来设置。
4、八温区温度及时间:温区一:148度;温区二:180度;温区三:183度;温区四:168度;温区五:174度;温区六:198度;温区七:240度;温区八:252度;运输速度:0.6m/min;超温报警设置10度。
回流焊温区温度多少
回流焊实际测量温度和回流焊设置温度是有一定温差的。实际上无铅回流焊高焊接温度是245度。回流焊的温度设置好根据锡膏厂提供的温度曲线和实际的焊接产品来设置。
-图2")
八温区温度及时间:温区一:148度;温区二:180度;温区三:183度;温区四:168度;温区五:174度;温区六:198度;温区七:240度;温区八:252度;运输速度:0.6m/min;超温报警设置10度。
按照爬升曲线设置,回流焊温度室温到300都可调。一般比如上四下四的180-195-220-230。190-210-220-230。6温区的话。180-190-200-210-220-230。8温区的话。180-190-200-220-240-240-235-230。
你可以找供应商找个标准profile,然后按着做就行了 2。最高温度在160以上不超过170,进板后直接升温升到165,然后保持到出板就可以了。象一个梯形。
-图3")
温区不同。按照爬升曲线设置,回流焊温度室温到300都可调。
回流温度曲线关键参数:无铅回流曲线关键参数(田村焊膏):1)温度设置 A:20-30℃ B:130-140℃ C:180-190℃ D:230-240℃。2)时间设置 A→B:40-60s;B→C(D部分):60-120s;超过220℃(E部分):20-40s。
led过8温区回流焊温度设定多少
1、八温区温度及时间:温区一:148度;温区二:180度;温区三:183度;温区四:168度;温区五:174度;温区六:198度;温区七:240度;温区八:252度;运输速度:0.6m/min;超温报警设置10度。
2、。最高温度在160以上不超过170,进板后直接升温升到165,然后保持到出板就可以了。象一个梯形。
3、如果是7温区的话,可参考以下设置:160、170、17180、190、2242 如果LED灯珠是硅胶透镜,可以用BI58SN42锡膏,最高温度225摄氏度。如果是PC透镜,根本不能用回流焊。转载自广晟德科技网站。
4、一般设定在45~90秒之间,此时间限制需要使用一个快速温升率,从熔点温度快速上升到峰值温度,同时考虑元件承受热应力因素,上升率须介于5~5℃/see之间,且最大改变率不可超过4℃/sec。
5、回流焊升温区温度设置:升温速率应设定在2到4℃/秒,在预热区的升温速度过快,容易使锡膏的流移性及成分恶化,容易产生爆珠和锡珠现象。
6、温区不同。按照爬升曲线设置,回流焊温度室温到300都可调。
回流焊有几个温区各温区的温度及时间是多少?
回流焊整体上讲只有四大温区预热区、恒温区、回流焊接区、冷却区。不管回流焊是多少个温区的回流焊,它们的温度设置都是根据这四大温区的作用原理来设置的。市场上一般八温区回流焊比较多些。
按照爬升曲线设置,回流焊温度室温到300都可调。一般比如上四下四的180-195-220-230。190-210-220-230。6温区的话。180-190-200-210-220-230。8温区的话。180-190-200-220-240-240-235-230。
温区回流焊305无铅锡膏制程:一温区150℃,二温区165℃,三温区175℃,四温区185℃,五温区185℃,六温区200℃,七温区240℃,八温区250℃。
日东八温区回流焊,不错的炉子。根据经验给个参考值,305无铅锡膏制程:一温区150℃,二温区165℃,三温区175℃,四温区185℃,五温区185℃,六温区200℃,七温区240℃,八温区245-255℃。带速65-75cm/分钟。
回流焊预热区温区设置:温度在130到190℃,时间以80到120秒适宜,如果温度过低,则在回流焊后会有焊锡未熔融的情况发生。
一般的峰值温度应该比锡膏的正常熔点温度要高出约25~30°C,才能顺利的完成焊接作业。如果低于此温度,则极有可能会造成冷焊与润湿不良的缺点 冷却区在回焊区之后,产品冷却,固化焊点,将为后面装配的工序准备。
回流操作应注意什么
1、进行回流操作时,应先将冷凝管中通入冷却水,然后加热。冷却水自下而上流动,水流 速度应能保持蒸气得到充分冷凝。当液体沸腾后,应控制加热,使蒸气环的上升高度不超过 冷凝管高度的 1/3 (约一个半球)。
2、反应温度不宜过高,因为原料易挥发。导气管不要伸到Na2CO3溶液中去,防止由于加热不均匀,造成Na2CO3溶液倒吸入加热反应物的试管中。
3、注意事项:由于进水口水压较高所以胶管容易脱落,使用时要用铁丝绑住。
如何正确操作使用回流焊机呢?
1、回流焊操作使用注意事项:操作过程中不要触碰网带,不要让水或油渍物掉入炉中,防止烫伤。
2、回流焊热量的传递方式:热传导、热辐射、热对流。回流焊机加热要经过四个温区:预热区、恒温区、熔融区、冷却区。通过这四个温区就形成了一个整个的回流焊工艺加热焊接流程。
3、进行回流操作时,应先将冷凝管中通入冷却水,然后加热。冷却水自下而上流动,水流 速度应能保持蒸气得到充分冷凝。当液体沸腾后,应控制加热,使蒸气环的上升高度不超过 冷凝管高度的 1/3 (约一个半球)。
4、红外热风回流焊设备 这 类回流焊设备是在远红外线炉基础上加上热风使炉内温度更均匀,是目前较为理想的加热方式。
到此,以上就是小编对于回流焊的温度和时间的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏