本篇目录:
如何做好SMT品质管理
控制图按其用途可分为两类,一类是供分析用的控制图,用控制图分析生产过程中有关质量特性值的变化情况,看工序是否处于稳定受控状;再一类是供管理用的控制图,主要用于发现生产过程是否出现了异常情况,以预防产生不合格品。
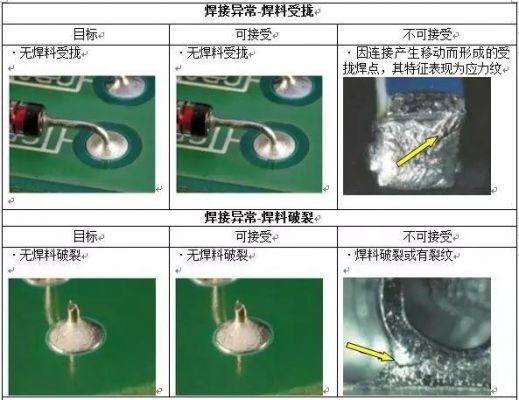
大家都知道的一点,SMT的品质是生产出来。要控制品质就是要控制生产。而对SMT影响品质最大的一个因素,莫过于印刷这个岗位,这个要重点控制。印刷岗位本身的检查者一定要合格,对各种印刷状态要做到正确的判断。
-图1")
机:即生产设备。大规模的生产线要用到很多精密的机械设备,这些设备虽然造价高,但大大提高了生产的自动化程度,节省了人力资源,使产品质量稳定,产量提高。料:即生产材料。
长期则根据历史良率做管制上下限,进行管制。
SMT贴片加工时需要注意哪些问题
1、锡膏印刷:采用小型半自动印刷机印刷,也可手动印刷,但是手动印刷质量比比自动印刷要差。2。SMT加工中贴装:一般可采用手工贴装,位置精度高一些的个别元件也可采用手动贴片机贴装。3。
-图2")
2、胡乱选择烙铁头,不考虑合适的尺寸。在贴片加工的过程中,烙铁头的尺寸选择是很重要的,如果烙铁头的尺寸太小会延长烙铁头的滞留时间,使焊 料流动不充分而导致出现冷焊点。
3、主要需要注意的问题有这些:烙铁头的温度 烙铁头在不同温度的情况下,点入松香会产生不同的现象,我们可以通过判断烙铁头放在在松香上时松香的状态来选择适宜的温度,松香融化较快又不冒烟是最合适的。
4、元件要正确:贴片加工中要求各装配位号元器件的类型、型号、标称值和极性等特征标记要符合产品的装配图和明细表要求,不能贴错位置。
-图3")
电泳车间的温度和湿度怎样控制?
湿度不需要特意控制。如果电泳槽是封闭的,建议可以适当的偶尔的通风,以免溶剂气味过大。
电泳槽液温度控制范围一般为26°-36°。各涂料产品差异,现场工艺管理差异,此温度控制范围也略有差异,严格的温控范围为30℃±1。一般建议温控范围窄,这样对涂装质量影响小(如膜厚、泳透力等)。
电子厂车间的湿度一般保持在40%-60%之间是比较适宜的。
第一种方式:通过电泳槽循环系统装置的冷热交换机进行控制,此为最常见的常规方式。采用冷热交换机,通过热交换来自动控制提升或降低电泳槽液温度。
一般电泳漆和水的比例1:3-4,槽液的温度最好控制在28-30度。注意一点就是,槽液要控制电泳漆的固体含量(固体分),根据你生产工件和技术要求,固体含量一般控制在12-18%。要单独按电泳漆与水的配比是不行的。
无尘车间湿度怎么增加?安徽人和净化指出,可以采用两种程序控制:一种程序是:温度高时制冷,温度低时蒸汽加热;湿度高时制冷,湿度低时蒸汽加热。
到此,以上就是小编对于锡膏检验标准的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏