本篇目录:
怎么调节波峰焊的波峰2逆流?
1、如果紧急情况下不方便保养,可以用铲刀或者套桶用力在波峰开启时在过滤网上敲打,这样可以使波峰焊波峰恢复平整。
2、波峰焊 首先检查变频器是否安装正确,并检查连接是否良好。 调整电压调节旋钮,将输出电压调整到所需的焊接电压水平。 然后,调整频率调节旋钮,将输出频率调整到所需的水平,通常在50-100Hz之间。
-图1")
3、提高预热和焊接温度,多喷涂些助焊剂等可以解决问题。
波峰焊温度是多少?
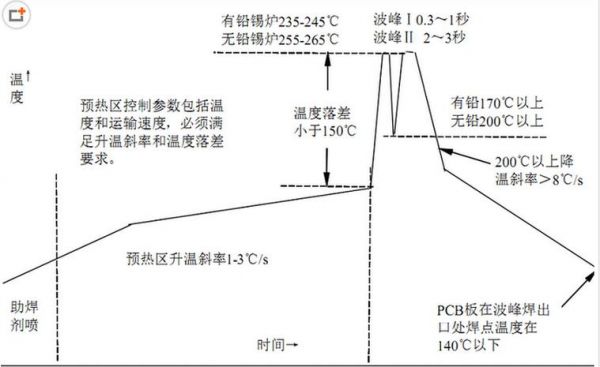
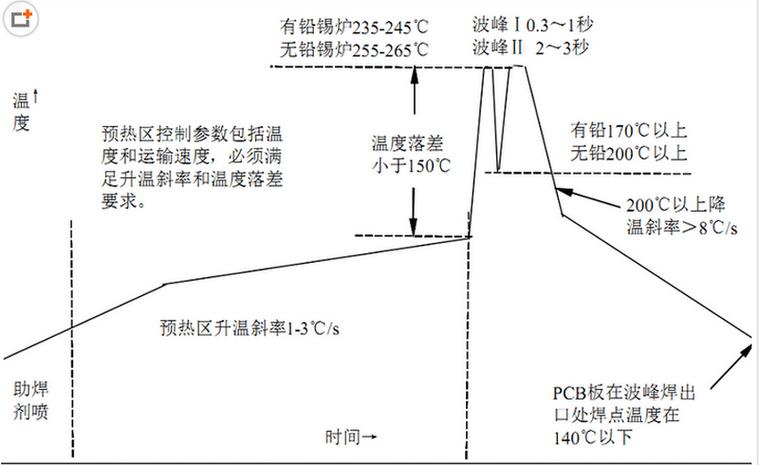
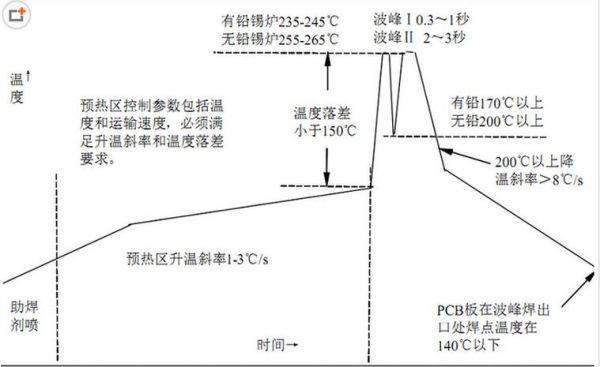
1、波峰焊的预热温度要求一般在90-120度,焊接温度245度左右。PCB的浸锡时间2-5秒。预热温度升温斜率≦5度/S。波峰焊设备厂家一般都会做工艺指导和培训,不同的产品温度设置稍有差别。
2、波峰焊的预热温度:一般预热温度为130~150℃,预热时间为1~3min。预热温度控制得好,可防止虚焊、拉和桥接,减小焊料波对基板的热冲击,有效地解决焊接过程中PCB板翘曲、分层和变形问题。
-图2")
3、PCB过波峰焊的最佳温度是280摄氏度。印刷电路板PCB电路板维修SMT组件,1206以下的电阻器和电容器以及面积小于5mm2的组件时,焊点温度必须比焊料熔点高50摄氏度,即250摄氏度。
4、波峰焊设置的焊接温度一般在245℃以上到280℃之间。波峰焊流程:将元件插入相应的元件孔中 →预涂助焊剂→ 预热(温度90-100℃,长度1-2m) → 波峰焊(220-240℃)冷却 → 切除多余插件脚 → 检查。
5、不能超过300度,控制在260-280度。
-图3")
过波峰焊的PCB板,元器件管脚多高才合适?
1、检查切脚机的工作情况:根据PcB的厚度,调整刀片的高度,要求元件脚长度在4~0mm,然后将刀片架拧紧,开机目测刀片的旋转情况,后检查保险装置有失灵。
2、一般焊接电路板的是后要尽量留短一些管脚(1mm左右),防止相互间的管教影响焊接,其次如果管脚留的太长会在两个管脚间产生较大的局部电容,对于高频电路是有很大的影响的。
3、法律分析:《GB 4583-88 印制电路板设计和使用》中规定了pcb设计规范国家标准。印制电路板的布线区域主要由安装的元器件类型和数量,以及互连这些元器件所需要的布线通道决定。
4、- 提供足够的热量,但不要加温过度,以免损坏电子元件。- 保持焊接点稳定,直到焊锡充分熔化并覆盖焊盘和引脚。- 避免过度焊接,以免引脚之间和焊盘之间短路。
5、首先,波峰不宜过高,一般不应超过印刷电路板厚度方向的1/3,也就是说波峰顶端要超过印刷电路板焊接面,但是不能超过元器件面。同时波峰高度的稳定性也非常重要,这主要取决于设备制造商。
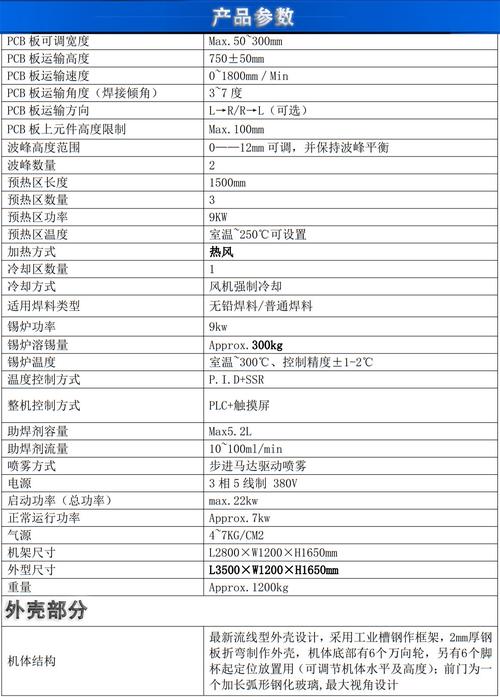
波峰焊参数设置和操控要求
另外还有很多影响焊接质量的参数,但要视具体情况而定: 焊剂比重,涂覆技术,风速,纯度,波峰形状,时间,吃锡深度,风刀角度. 等等。
波峰焊的预热温度要求一般在90-120度,焊接温度245度左右。PCB的浸锡时间2-5秒。预热温度升温斜率≦5度/S。波峰焊设备厂家一般都会做工艺指导和培训,不同的产品温度设置稍有差别。
参数调整:更换炉胆后,根据焊接要求和炉胆规格,可能需要对焊接参数进行适当的调整。确保根据焊接规范和标准进行参数设置,以确保焊接质量和性能。
)停留时间:PCB上某一个焊点从接触波峰面到离开波峰面的时间。3)预热温度:预热温度是指PCB与波峰面接触前达到的温度。
波峰焊设备传输速度一般控制在0.3—2m/s.依据具体情况决定。冬季、印制电路板线条宽、元器件多、元器件热容量大时.速度可稍慢些;反速度可快些。
b、根据PCB尺寸、是否多层板、元器件多少、有贴装元器件等设置预热温度;c、锡波温度为250±5℃,焊接时间3~5s。温度略低时,传送带速度应调慢些;d、可能是助焊剂问题更换助焊剂。
波峰焊工艺流程是什么?
波峰焊是一种借助泵压作用,使熔融的液态焊料表面形成特定形状的焊料波,当插装了元器件的装联组件以一定角度通过焊料波峰时,在引脚焊区形成焊点的工艺技术。
波峰焊机焊接流程:将元件插入相应的元件孔中 →预涂助焊剂 → 预热(温度90-100‘C,长度1-2m) → 波峰焊(220-240’C) → 冷却→切除多余插件脚 → 检查。
广晟德波峰焊来简单回答一下波峰焊工艺流程:将元件插入相应的元件孔中 →预涂助焊剂 → 预烘(温度90-1000C,长度1-2m) → 波峰焊(220-240度) → 切除多余插件脚 → 检查。
波峰焊是一种批量的PCB焊接工艺,是将高温融化的液态锡与PCB板的元器件插件进行焊接。波峰焊工艺由助焊剂喷涂、预涂、波峰焊和冷却四个步骤组成。
回流焊工艺是通过重新熔化预先分配到印制板焊盘上的膏状软钎焊料,实现表面组装元器件焊端或引脚与印制板焊盘之间机械与电气连接的软钎焊。波峰焊随着人们对环境保护意识的增强有了新的焊接工艺。
波峰焊工艺流程简述就是线路板经过导轨送入波峰焊机体内经过喷涂助焊剂,波峰焊预热,波峰焊温度补偿,经过波峰焊一波峰,二波峰后然后冷却就完成一次波峰焊产品工艺流程。
到此,以上就是小编对于波峰焊接焊锡的温度设置是的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏