本篇目录:
- 1、大单体锂电池焊接
- 2、焊接检验标准
- 3、三级焊缝检测要求与标准
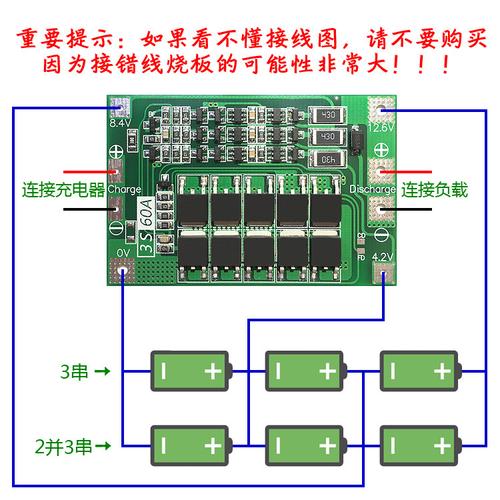
大单体锂电池焊接
激光焊接是利用激光光束对金属进行瞬间融合的一种高能焊接方式。在使用激光焊接进行大单体锂电池的焊接时,需要调整好激光光束的位置和大小,同时在焊接之前进行光束预热,以达到良好的焊接效果。
锂电池未转镍用适合镍和铝焊接的异种179度焊丝WEWELDING M51 焊接,不过焊接的时候需要配合M51-F助焊剂使用。焊接过程是需要用烙铁提前预热焊接部位达到一定的温度以后,再用焊丝沾助焊剂涂于焊接部位焊接。
-图1")
电阻点焊:点焊机的上、下电极接触交叉的钢筋而接通电流,交叉钢筋的接触点处电阻较大,电流产生的热量将钢筋熔化,同时电极加压使钢筋焊合。用于焊接钢筋网片,钢筋骨架等钢筋的交叉连接。
焊接检验标准
1、焊接质量检验标准:焊接材料应符合设计要求和有关标准的规定,应检查质量证明书及烘焙记录。焊工必须经考核合格,检查焊工相应施焊条件的合格证及考核日期。
2、焊接检验标准是:是否有漏焊,即应该焊接的焊点没有焊上。焊点的光泽好不好。焊点的焊料足不足。焊点的周围是否有残留的焊剂。有没有连焊、焊盘有滑脱落。焊点有没有裂纹。
-图2")
3、焊接质量 GB2653-1989 本标准规定了金属材料焊接接头的横向正弯及背弯试验,横向侧弯试验、纵向正弯及背弯试验管材压扁试验方法,以检验接头拉伸面上的塑性及显示缺陷。本标准适用于熔焊和压焊对接接头。
4、)焊缝应完整完整,不得有漏焊部位;2)焊缝与母材之间应圆滑过渡,即焊缝凸面与母材之间形成的夹角应大于90°。1 焊缝余高的检验 焊缝余高的合格标准为0~0.1×H(熔深)且应不大于5mm。
三级焊缝检测要求与标准
三级要求是:不得有焊接不完全、根部收缩、咬边和接头不良;焊缝中不得有表面气孔、夹渣、裂纹、电弧擦伤等缺陷。
-图3")
③Ⅲ级焊缝:咬边深度≤0.lt,且≤lmm。
焊缝检测标准 是否有漏焊,即应该焊接的焊点没有焊上。焊点的光泽好不好。焊点的焊料足不足。焊点的周围是否有残留的焊剂。有没有连焊、焊盘有滑脱落。焊点有没有裂纹。
到此,以上就是小编对于锂电焊接方法的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏