本篇目录:
smt气泡标准
1、气泡 焊接后之元器件的封装体不允许有起泡不良。 无 1 连焊 两相邻零件Pin脚间不可有因焊接所造成锡点搭桥短路现象。
2、如果产品正面就不可以有气泡,侧原允许为0.1毫米,底部不考虑。以上是一级市场标准。二级市场侧板允许0.2毫米,不多于两个。三级市场允许0.3毫米,不应多于3个。其它按客户要求。
-图1")
3、小于25%。接地pad焊接气泡要求小于25%,散热焊盘气泡率是指焊盘表面或内部存在的气泡占焊盘总面积或总体积的比例。接地焊接需要满足焊接质量和检测要求。焊接完成后需要对焊缝进行检测和评估,确保焊接质量符合标准。
4、BGA的焊接气泡,一般工厂的控制在20%以下,也有严格的工厂要求控制在10%以下。
5、。SMT加工中贴装:一般可采用手工贴装,位置精度高一些的个别元件也可采用手动贴片机贴装。3。焊接:一般都采用再流焊工艺,特殊情况也可用点焊。二。
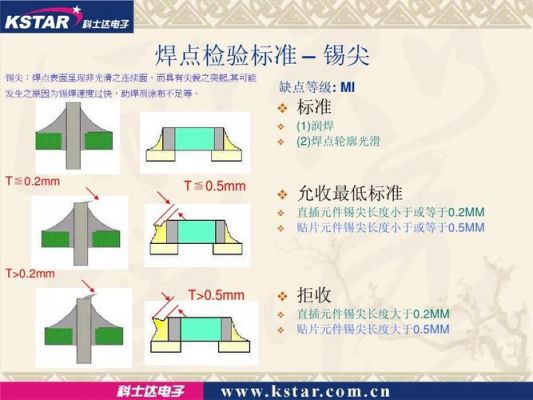
-图2")
6、第一:GB/T4213-92的国标标准对泄漏规定了六个等级,其具体规定见下表.其中最低级别为Ⅰ级,不作具体要求;最高级别是Ⅵ级,即为气泡级.当泄漏量大于0.5%KV值时,可免于测试。还有美国的标准也有6个等级。
如何解决BGA封装空焊或气泡的问题?
BGA是否同一批,是否受潮?如果不能确定是否受潮,要烘干,建议温度100-120℃24小时烘干后试验。印刷问题。
拖锡法:在IC脚两边上焊满锡,利用高温烙铁来回拖动,同时起出IC(易伤板,但可保全测试IC)。烧烤法:在酒精灯、煤气灶、电炉上烧烤,等板上锡溶化后起出IC。
-图3")
这样一来就可以减少BGA某个引脚空焊的现象。不过,对于u BGA和CSP的器件我们不建议采用目述方法,以防止出现焊接不良的焊接现象的产生。 回流焊 回流焊接是BGA装配过程中最难控制的步骤。
bga在x光空洞气泡率怎么计算
1、不是空洞率,应该叫孔洞率,即砌块的孔洞和槽的体积总和与按外的尺寸算出的体积之比的百分率。
2、根据以上信息,你可以使用以下公式计算BGA空洞的大小:空洞大小 = (焊盘尺寸 - BGA球尺寸) / 2 请注意,这只是一个基本的计算方式,空洞的实际大小可能还受其他因素的影响,例如焊膏的粘度和表面张力等。
3、这时应检查所用的锡膏是否过期;温度是否在锡膏供应商推荐的温度范围内;在相对湿度(RH)为50%时,印刷机的温度是否在25°C左右。不要把新锡膏与旧锡膏混合起来使用。
BGA的焊接方法?
BGA的焊接方法,目前比较常用的是采用PCB板的焊盘上印刷锡膏,贴装机贴片,过回流焊的焊接方式。这种焊接方式也是共晶焊接的一种。
在BGA芯片的焊接过程中,首先需要将芯片放置在正确的位置上,然后使用热风或者红外线加热的方式将芯片与电路板焊接在一起。
拆下来的BGA芯片,在上面涂适量的助焊膏,涂匀,然后用烙铁将BGA表面的锡渣除去,再用吸锡线除一遍,最后再将芯片用碎布蘸酒精或者洗板水擦干净就好了,芯片表面平滑就可以。
到此,以上就是小编对于bga焊接温度标准的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏