本篇目录:
板端与fpc连接处牢固度怎么测试的?
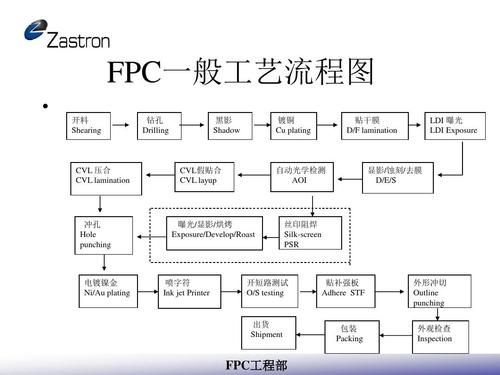
FPC软性线路板需要做的测试 热应力测试:目的是验证FPC板材之耐热性。半田付着性测试:目的是验证FPC板材吃锡是否良好。
使用万用表测试 使用万用表测试连续性是测试连接器和 IC 是否短路的最简单方法。请按照以下步骤进行测试:关闭电源并拔掉电池。选择万用表的连续性测试模式。
-图1")
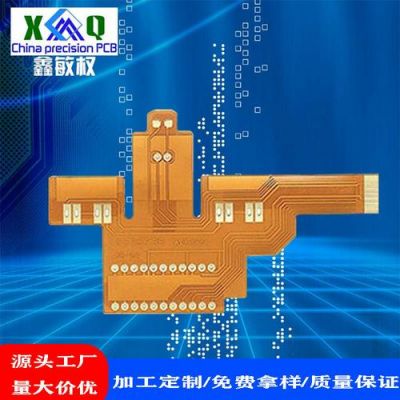
查看连接器的标记:通常,FPC连接器上会标有箭头或其他符号,用于指示插入方向。箭头指向的一端通常是上接,另一端是下接。 观察连接器的结构:FPC连接器的结构一般分为两个部分,一个是插头,另一个是插座。
FPC软板翘曲度测试:把印制板放到测试平台上,把测试针插到翘曲度最大的地方,以测试针的直径,除以印制板曲边的长度,可计算出该软板的翘曲度。FPC软板测试内容包括外观测试、电气性能测试、环境性能测试。
焊接质量检验要点有哪些
1、对焊点的质量要求,应该包括它包括良好的电气接触、足够的机械强度和光洁整齐的外观三个方面,保证焊点质量最关键的一点,就是必须避免虚焊。
-图2")
2、在焊缝表面的I级和II级焊缝中。II级焊缝不得有表面气孔、夹渣、弧坑、裂纹、电弧擦伤等缺陷,I级焊缝不得有咬边、未焊透等缺陷。 二。基本项目 焊缝外观:焊缝外观均匀,焊道与焊道、焊道与母材过渡平滑,焊渣和飞溅物去除。
3、(2)焊接工艺焊接过程是否严格按照焊接工艺指导书的要求进行操作,包括对焊接方法、焊接材料、焊接规范、焊接变形及温度控制等方面进行检查。
4、内部缺陷包括:裂纹、未焊透、未熔合、夹渣和气孔等。焊接缺陷中危害性最大的是裂纹,其次是未焊透、未熔合和夹渣、气孔和组织缺陷等。个别的缺陷是允许存在的。
-图3")
5、内在质量检验主要是着色探伤,和磁粉探伤. 焊缝检查分为:外观质量和内部质量检查。外观检查:焊接尺寸、有无焊接缺陷等。内部质量:主要采用无损检测的方法。焊接质量的保证,主要是严格落实焊接评定试验条件的过程控制。
焊接工艺评定标准规范
评定施焊单位是否有能力焊出符合相关国家或行业标准、技术规范所要求的焊接接头。验证施焊单位所拟订的焊接工艺指导书是否正确。为制定正式的焊接工艺指导书或焊接工艺卡提供可靠的技术依据。考核焊工能力。
本规范对钢结构焊接给出的具体规定,是为了保证钢结构工程的焊接质量和施工安全,并为焊接工艺提供技术指导,使钢结构焊接质量满足设计文件和相关标准的要求。钢结构焊接,还应贯彻节材、节能、环保等技术经济政策。
焊接工艺评定试验方法和要求,以及免予工艺评定的限制条件,应符合现行国家标准《钢结构焊接规范》GB 50661的有关规定。
以下为钢板焊接坡口标准:工序内容:用半自动或手工切割后清理挂渣、氧化铁,然后用磨光机或者砂轮机将切割处磨平,顺便将切割处两侧打磨至露出金属光泽,具备装配和焊接条件。
到此,以上就是小编对于pf焊接位置的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。
 微信扫一扫打赏
微信扫一扫打赏